Akademie CNC obrábění (86)
Dnešní informativní příklad opět věnuje pozornost CAD/CAM technologiím a CNC obrábění. Tentokrát se však zaměřuje na novinky s názvy MachineDNA a Vortex, které nedávno oficiálně představili zástupci firmy Delcam Brno uživatelům v České a Slovenské republice. Poněvadž se jedná o poměrně převratné patentově chráněné myšlenky, tak není možné, abychom je v tomto seriálu opomenuli alespoň stručně charakterizovat.
V čem tedy spočívá inovace frézovacích operací? Zjednodušeně řečeno: hrubovací strategie „levnějších“ CAM softwarů doposud generovaly pohyby řezného nástroje pouze na základě tvaru modelu finálního obrobku. Ty „dražší“ CAM softwary zohledňovaly i grafický model polotovaru a nevygenerovaly tak jednotlivými strategiemi řezné pohyby v oblastech, kde není např. tvarově komplikovaným 3D modelem definován polotovar. Kvalitní CAM softwary však umožnovaly a umožňují kontrolovat grafickou simulací kinematiku celého obráběcího stroje, pracují s modely upínačů a eliminují kolizní stavy nebo poukazují na nemožnost aplikovat programátorem zvolenou strategii frézování v některých místech na obrobku.
Obr. 1: Trochoida automaticky generovaná v místě překročení naprogramovaného radiálního kroku o více než 10 %
Doposud však nebyl nikterak zohledňován reálný technický stav obráběcího stroje či centra, pro který je výstupní NC program určen. Výsledný strojní čas vypočtený grafickou simulací CAM softwaru tedy mnohdy neodpovídal reálnému času obrábění na frézovacím centru. Je tedy možno konstatovat, že CAM softwary doposud pracovaly bez návaznosti na skutečné dynamické schopnosti obráběcího stroje. MachineDNA ovšem nyní výrazně mění celý proces frézování. Tato technologie totiž nejprve otestuje obráběcí centrum speciálním NC programem a zaznamená data z mnoha jeho senzorů. Zaznamenané hodnoty v souboru je pak nutno přenést zpět do CAM programu a teprve následně začíná práce programátora v CAMu. Jednotlivé obráběcí strategie, jako Vortex, poté čtou data ze zmiňovaného souboru a automaticky optimalizují generování pohybů řezného nástroje. Doposud jsme při výběru nového CAMu do firmy sledovali např. jeho kontrolní mechanismy, které hlavně při hrubování musely eliminovat přetížení řezného nástroje, ke kterému dochází především v rozích uzavřených kapes (poněvadž zde narůstal tzv. úhel opásání). V úzkých drážkách jsme mohli vidět např. automatické vložení pohybu po trochoidě (obr. 1) místo po přímkové dráze, avšak nyní budeme moci vidět i generování řezných pohybů v „kritických“ oblastech po trochoidách různých rozměrů. Doposud užívaný „univerzální“ rozměr trochoidy totiž nebyl stejně vhodný pro všechny stroje. Především stroje staršího výrobního data nezvládaly udržet „vysokou“ posuvovou rychlost v ostrých rozích nebo na dráze s „malými“ rádiusy. Na některých úsecích tak docházelo ke zpomalení posuvové rychlosti, což vedlo nejen k prodloužení reálného strojního času, ale i ke změně technologie frézování (změna řezných podmínek). Machine- DNA však díky proměření a zaznamenání reálných schopností obráběcího stroje eliminuje generování dráhy např. s pohyby po rádiusech, na kterých by stroj musel zpomalovat. Ještě před fází postprocesingu je tedy vytvářený NC program přizpůsoben dynamickým možnostem nebo aktuálnímu technickému stavu stroje.

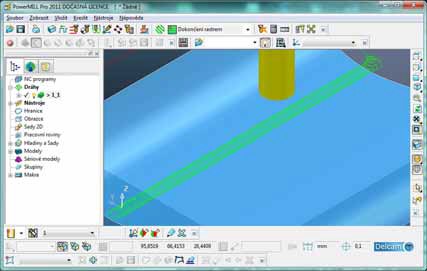
Obr. 2: Obrábění s axiálním krokem 0,3 mm pro vysokoposuvovou frézu
Technologie MachineDNA je postupně integrována do všech řešení od Delcam AMS. Jedná se tedy o softwary PowerMILL, FeatureCAM, Delcam for SolidWorks a PartMaker. Užitím této novinky je možno očekávat např.: – zvýšení produktivity výroby díky dosahování maximálních posuvových rychlostí během celého obrábění – zklidnění chodu frézovacích strojů díky schopnosti udržovat naprogramované posuvové rychlosti – zvýšení kvality obrobených povrchů eliminací zpomalování nebo dokonce zastavování řezného nástroje – zvýšení trvanlivosti řezných nástrojů díky zvýšení plynulosti frézovacího procesu atd.
A co můžeme ještě dále očekávat za inovace např. v oblasti hrubovacího frézování? Doposud jsme v jednotlivých CAM softwarech mohli užívat řadu různých druhů hrubovacích metod. Např. některé strategie vhodné pro vysokoposuvové frézy umožňují nástroji velmi rychlý pohyb po jednotlivých rovnoběžných hladinách vzdálených v axiálním směru jen o poměrně malý krok (obr. 2). Pro hrubovací frézy (frézy s hrubovacím profilem) jsme naopak mohli volit spíše velký axiální krok (jednotlivých hladin, na kterých se obrábí je tak podstatně méně – viz obr. 3), avšak jen poměrně nízkou hodnotu posuvové rychlosti. Zachováváním konstantního úhlu opásání nebo integrováním trochoidních pohybů do hrubovacích strategií jsme mohli frézovat při poměrně velkém axiálním kroku a zároveň jsme mohli užívat větší posuvovou rychlost, poněvadž nehrozilo přetížení řezného nástroje.
Nyní však nahlédněme na novou technologii (strategii), která je založena na myšlence, že hrubovací řezný nástroj by měl nejprve zahájit obrábění s největším axiálním zanořením (v nejhlubších místech), ve kterém se může bezpečně pohybovat. Teprve až poté, co nemůžou být plně využity jeho hrubovací schopnosti, bude dohrubovávat oblasti s menší axiální hloubkou zanoření.
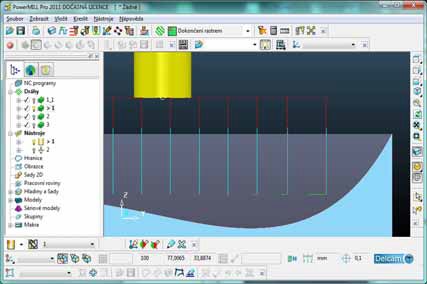
Obr. 3: Obrábění s axiálním krokem 12 mm pro hrubovací frézu
Spojení výhod MachineDNA a Vortex tak již nyní poukazuje na velmi zajímavý směr vývoje CAD/CAM technologií a frézování na CNC strojích. Poněvadž výše uvedené stručné charakteristiky novinek v oblasti třískového obrábění je praktické vidět i na vlastní oči, mohu doporučit individuální stu dium této problematiky prostřednictvím elektronických informačních zdrojů. Např. videoukázku hrubování Vortex je možno vidět na internetové adrese http://www.youtube. com/delcambrno (sekce Vortex technologie). Ten, kdo chce výše uvedené novinky vyzkoušet osobně, si však bude ještě muset chvíli počkat (např. na PowerMILL 2013).
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s redakcí Technického týdeníku.