Akademie CNC obrábění (84)
Dnešní informativní příklad volně navazuje na minulý díl tohoto seriálu a věnuje tedy pozornost doposud nerozebíraným funkcím pro změnu měřítka a zrcadlení. Pro změnu měřítka jsou v řídicím systému Sinumerik k dispozici funkce:
- SCALE je programovatelná změna měřítka (faktor měřítka) pro všechny geometrické i doplňkové osy. Jedná se o absolutní zvětšení či zmenšení, které se vztahuje k právě platnému souřadnému systému nastavenému pomocí funkcí G54 ... G599. (Pozn.: SCALE rovněž nuluje všechny dříve definované programovatelné hodnoty framu, a proto se tento příkaz zapsaný bez udání osy rovněž používá pro deaktivování nastavení ve všech osách.)
- ASCALE je změna měřítka, která se započítává od jiných změn měřítka, otočení, posunutí nebo zrcadlového převrácení. Jedná se tedy o aditivní zvětšení či zmenšení, které se vztahuje na aktuální nebo naprogramovaný souřadný systém.
- X Y Z jsou faktory změny měřítka ve směru uvedené geometrické osy (nastavené hodnoty mezi 0 a 1 slouží pro zmenšování a hodnoty větší než 1 pro zvětšování). Pro zrcadlové převrácení (zrcadlení) jsou k dispozici funkce:
- MIRROR je programovatelné zrcadlové převrácení pro všechny geometrické osy. Jedná se o absolutní zrcadlení vztahující se k právě platnému souřadnému systému, který je nastavený pomocí funkcí G54 ... G599. (Pozn.: MIRROR bez udání osy nuluje všechny dříve definované programovatelné hodnoty framu, a proto se tento příkaz užívá i pro deaktivování zrcadlení.)
- AMIRROR je programovatelné zrcadlové převrácení, které se započítává od jiných zrcadlových převrácení, otočení, posunutí nebo změn měřítka. Jedná se tedy o aditivní převrácení vztahující se na aktuální či naprogramovaný souřadný systém.
Pomocí funkcí SCALE či ASCALE je tedy možno naprogramovat změnu velikosti určitého tvaru objektu a vyrábět podobné technologické prvky v různých velikostech. Oproti tomu pomocí funkcí MIRROR či AMIRROR je možno vyrábět tvary obrobků shodné velikosti, avšak převrácené vzhledem k souřadným osám. Je však nutno mít na paměti, že v podprogramu se po vyvolání zrcadlového převrácení budou provádět všechny pohyby (posuvy) v opačném směru. Z původního sousledného frézování se tak rázem stane nesousledné, což může výrazně ovlivnit technologii výroby zrcadleného objektu. Spolu s příkazem zrcadlového převrácení však řídicí systém automaticky přepíná příkazy korekce posuvu po dráze (z G41 na G42 nebo z G42 na G41) a totéž platí i pro kruhovou interpolaci (G2/G3 nebo G3/G2).
Nyní nahlédneme na výše uvedené funkce formou stručných praktických příkladů. Poněvadž však k těmto NC programům č. 1 a 2 nejsou dále uváděny schematické obrázky, je možno tvorbu náčrtů řešení doporučit k individuálnímu tréninku nebo individuálnímu ověření pochopení jednotlivých funkcí.
1. NC program – posunutí, rotace a změna měřítka
N05 G17 G54 ;definice pracovní roviny X/Y, nastavení počátku souřadné soustavy obrobku
N10 TRANS X15 Y15 ;absolutní posunutí počátku
N15 kapsa ;volání podprogramu s názvem: kapsa.spf
N20 TRANS X40 Y20 ;absolutní posunutí počátku
N25 AROT RPL=40 ;otočení v rovině o 40°
N30 ASCALE X0.6 Y0.6 ;změna měřítka pro podprogram kapsa.spf
N35 kapsa ;opětovné volání a obrábění dle podprogramu ovlivněné nastaveným měřítkem
N40 G0 Z300 ;odjezd řezného nástroje od obrobku
N45 M30 ;konec NC programu
U tohoto NC programu je tvar kapsy prakticky libovolný. Počátek souřadného systému je však nejprve v hlavním NC programu předpokládán v levém spodním rohu pracovní roviny X/Y (roh polotovaru), avšak jednotlivé souřadnice pro polohování řezného nástroje při obrábění kapsy podprogramem jsou vztahovány k levému spodnímu rohou kapsy (nikoli k rohu polotovaru). K rohu polotovaru je totiž vztaženo programové posouvání počátku souřadnic funkcí TRANS a tento nový posunutý počátek je dále vztažným bodem pro rotaci (AROT) i změnu měřítka (ASCALE).
2. NC program – zrcadlení
N05 G17 G54 ;definice pracovní roviny X/Y, počátek souřadného systému
N10 kapsa ;volání podprogramu s názvem kapsa.spf
N15 MIRROR X0 ;zrcadlení (směr osy X bude opačný)
N20 kapsa ;volání podprogramu s názvem kapsa.spf
N25 AMIRROR Y0 ;zrcadlení (ponechá opačný směr osy X a otočí ještě osu Y)
N30 kapsa ;volání podprogramu s názvem kapsa.spf
N35 MIRROR Y0 ;zrcadlení (nuluje předcházející zrcadlení a nastaví opačný směr osy Y)
N40 kapsa ;volání podprogramu s názvem kapsa.spf
N45 MIRROR ;deaktivuje všechna zrcadlová převrácení
N50 G0 Z300 ;odjezd řezného nástroje od obrobku
N55 M30 ;konec NC programu
Pro tento tréninkový NC program je možno rovněž použít prakticky libovolný tvar kapsy. Technologický prvek uložený v souboru kapsa.spf však bude postupně obráběn ve všech čtyřech kvadrantech pracovní roviny X/Y. Naznačený hlavní NC program předpokládá, že nulový bod je tentokrát uprostřed polotovaru a že kolem tohoto bodu je postupně zrcadlena kapsa, jejíž rozměry uvedené v podprogramu jsou vztaženy k tomuto jednomu počátku.
3. NC program – otočení v prostoru
V tomto závěrečném příkladu je jen pro ukázku uvažováno posunutí a otočení v prostoru pro frézování kapsy. Je zde uvedeno i několik funkcí, jejichž detailnější vysvětlení se však do tohoto dílu již nevejde.
N05 G17 G54 ;pracovní rovina X/Y, definice počátku WCS
N10 TRANS X10 Y10 Z30 ;absolutní posunutí WCS
N15 kapsa ;volání podprogramu kapsa.spf
N20 ATRANS X40 ;aditivní posunutí WCS
N25 AROT Y10 ;aditivní otočení WCS
N30 ATRANS X10 ;aditivní posunutí WCS
N35 TCARR=1 ;volba orientovatelného držáku nástroje
N40 TCOFR ;výpočet poloh kruhových os
N45 PAROT ;jen u typů P a M
N50 G0 A=$P_TCANG[1] ;najetí na vypočtenou polohu osy A C=$P_TCANG[2] ;najetí na vypočtenou polohu osy C
N55 kapsa ;volání podprogramu kapsa.spf
N60 G0 Z100 ;zpětný pohyb řezného nástroje
N65 TCARR=0 ;deaktivování orientovatelného držáku nástroje
N70 PAROTOF ;deaktivování otočení framu vztažného bodu obrobku
N75 M30 ;konec NC programu
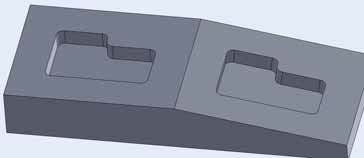
Uvedený NC porgram uvažuje polotovar o rozměrech 100 x 40 x 30 mm. Kapsa je hluboká 5 mm (viz obr.) a je odsazena 10 mm od okrajů aktuální pracovní roviny X/Y. Nulový bod obrobku WCS je umístěn v levém spodním rohu polotovaru.
Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI VUT v Brně s redakcí Technického týdeníku.