Akademie CNC obrábění (77)
Dnešní informativní příklad věnuje pozornost možnosti NC programování operace vrtání čtyř otvorů součásti z kapitoly č. 62 tohoto seriálu. Tentokráte je však pro programování k dispozici software PowerMILL 2011 (obr. 1). Tento software je sice „pouze“ CAM, umožňuje však definovat tzv. obrazce (pro vrtání se jedná o prvky: kružnice či body), jejichž prostřednictvím je možno dále vytvořit tzv. 2D sadu (prvek: válcový objekt – obr. 2), která je pro strategii vrtání (obr. 3) v PowerMILLu nezbytná.
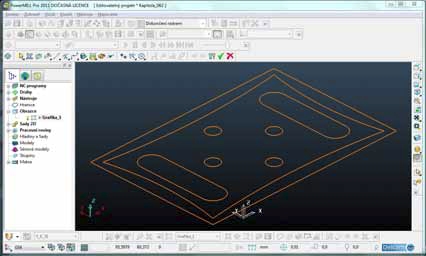
Obr. 1: Model obrobku vytvořený v PowerMILLu prostřednictvím obrazce
Sada ikon pro „kreslení“ obrazců zahrnuje běžné prvky (obr. 1), jako je např. bod, kružnice, úsečka, obdélník atd. K dispozici jsou však ve stejném ikonovém menu nazývaném Editor křivky i běžné editační nástroje, jako je např. interaktivní limitace křivky (ostřihování), limitování k bodu (dynamické prodlužování či zkracování), zaoblování, přerušování nebo spojování prvků, transformační nástroje (posunutí, rotace, zrcadlení, násobné kopírování...) atd. Jednotlivé nově vytvářené objekty je možno do pracovního prostoru umisťovat s pomocí mřížky (tzv. rastr), zadáváním souřadnic z klávesnice nebo s pomocí uchopovacích bodů již vytvořených či zeditovaných prvků. (Pozn.: V rámci tohoto stručného příkladu jsou zmiňovány pouze některé možnosti konkrétního CAMu. Dalším významným funkcím PowerMILLu, dostupným např. prostřednictvím CAD softwaru PowerSHAPE, bude věnován některý ze samostatných dílů tohoto seriálu.)
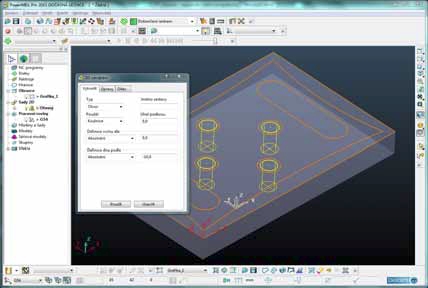
Obr. 2: Definice 2D sady z vybraných kružnic
Dialogové okno strategie Vrtání obsahuje nejen vytvořenou 2D sadu. Dále integruje i informace o uživatelem nadefinovaném nástroji s požadovaným řezným průměrem 6 mm, jeho řezné podmínky vhodné pro tuto operaci, ale také polohu nulového bodu obrobku (tzv. Pracovní rovina – je zde znázorněna červeným souřadným systémem v rohu polotovaru), polohu startovního a koncového bodu operace, orientaci osy řezného nástroje (zde vertikální pro 3D obrábění), stanovuje pořadí vrtaných otvorů a v neposlední řadě i způsob obrábění každého z otvorů (obr. 3). Toto kompletní nastavení je pro přehlednost i možnost dodatečné editace shrnuto v levém sloupci neboli v in teraktivní stromové struktuře tohoto dialogového okna obráběcí strategie. Zde je jen pro ukázku zvoleným způsobem obrábění přerušované vrtání s max. hloubkou zavrtání 3 mm. Otvor je průchozí, proto je položka Operace nastavena na Otvor skrz a automaticky je tak z geometrie řezného nástroje vypočtena hloubka vrtání na cca 13,209 mm. Pro výsledný postprocesing je ještě navolen výstup v podobě vrtacího cyklu.

Obr. 3: Nastavení strategie vrtání
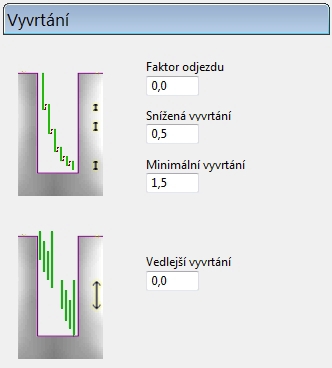
Obr. 4: Detailní nastavení vrtací operace
Poněvadž výše charakterizovanou strategii vrtání je v reálné praxi mnohdy nutno dále technologicky modifikovat, jsou k dispozici i mnohá další dialogová okna s nastavením. Např. obr. 4 poukazuje na možnosti nastavení efektivního hlubokého vrtání s přerušením, které mnohdy vyžaduje plynule snižovat hloubku každého následujícího zavrtávacího úseku v aktuálně obráběném otvoru. Uživatelsky je však možno nastavit i absolutní hodnotu rychlosti posuvu při odjezdu vrtáku z řezu, která v jiných CAM systémech nebo v editorech CNC strojů bývá zpravidla automaticky realizována rychloposuvem atp.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s redakcí Technického týdeníku