Poslední díl tohoto seriálu, který se ještě vejde do kalendářního roku 2011, věnuje pozornost zadání formulovanému v kapitole č. 63 (http://www.techtydenik.cz/akademie.php?part=63). Jaký však bude způsob jeho řešení? Nahlédneme-li lehce do roku následujícího, můžeme již nyní konstatovat, že Akademie CNC obrábění umožní i pohled na přípravu výroby této a obdobných součástí nejen prostřednictvím softwaru Sinumerik, ale např. i CAM softwaru PowerMILL, na 3D modelování součástí prostřednictvím některého z mnoha moderních CAD softwarů nebo na programování měření polohy klíčových konstrukčních prvků softwarem Productivity+.
Zatímco prostřednictvím řídicího systému Sinumerik bylo doposud možno realizovat přímé programování s následnou výrobou na CNC obráběcích strojích, je CAM software Power- MILL produktem, který nám umožní „jen“ vytvářet např. tzv. G-kód. Nejedná se tedy o řídicí systém, avšak ani o CAD software, přestože umožňuje definovat základní grafické objekty, na základě kterých je možno následně počítat dráhy řezných nástrojů. Programování v PowerMILLu tedy není možno realizovat přímo v dílně na obráběcím stroji, programátor však může poměrně detailně a efektivně řídit elementární pohyby řezných nástrojů ve 2,5D, 3D i tzv. souvisle v pěti osách. PowerMILL má dokonce několik úrovní vizualizace i verifikace, avšak jeho výstupní data je možno finálně zkontrolovat i simulací přímo na obráběcím stroji či v SinuTrainu. Vytvářené dráhy řezných nástrojů je možno spojovat do NC programů a následně překládat do mnoha variant pro jednotlivé řídicí systémy obráběcích strojů, je však specializován jen na frézovací stroje a centra. Některé výrobní operace umožňuje transformovat do podoby cyklů, které již byly popsány v předchozích kapitolách tohoto seriálu, jiné však rozloží na elementární lineární úseky a až využití vyšších stupňů interpolace a kompresorů dat řídicích systémů obráběcích strojů opětovně dráhy vyhladí. PowerMILL je nástrojem mnoha programátorů ve firmách působících na českém trhu, ale je běžně využíván i v zahraničí apod.
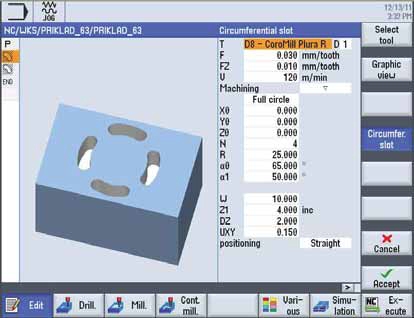
Obr. 1: Hrubovací strategie pro výrobu drážek
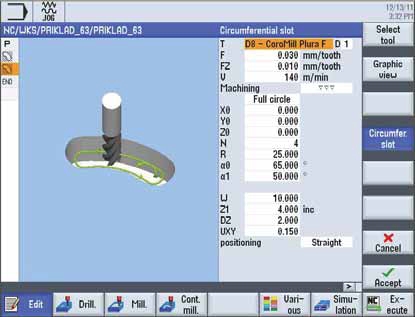
Obr. 2: Dokončovací strategie pro výrobu drážek
Obdobně je možno hovořit o mnoha softwarech, které mají řadu funkcí pro efektivní programování CNC strojů. Tato akademie však nemůže vyjmenovat všechny řídicí systémy a CAD či CAM softwary, natož ukázat všechny jejich silné stránky. Vývoj jde kupředu velmi rychle, a proto si realizační tým tohoto seriálu klade za cíl ukázat osobám, které se teprve začínají pohybovat v oblastech technologie třískového obrábění, některé z možností. I nadále proto bude struktura jednotlivých kapitol jen volně navazující, avšak stále se bude jednat o systém směřující k jednoznačnému cíli: k efektivnímu třískovému obrábění.
Nyní však již opět k ShopMillu. Jedním z cyklů, který byl v minulém díle jen naznačen, je cyklus výroby drážek. Dnešní drážky jsou však na kružnici a v SinuTrainu Operate 2.6 se k nim programátor může dostat prostřednictvím ikony Milling horizontálního menu a ikony Slot (Circumfer. slot) vertikálního menu. Jednotlivé hodnoty parametrů hrubovací operace jsou patrné z obr. 1 a hodnoty parametrů dokončovací operace jsou na obr. 2.
S ohledem na řezné podmínky předepsané v zadání trvá výroba drážek hrubovacím a dokončovacím frézováním cca 2 min, přičemž pro tuto výrobu bylo nutno do databáze řídicího systému založit nové řezné nástroje a redukovat hodnotu posuvu na zub pro vertikální zanořovací pohyb (FZ).
Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku