Dnešní informativní příklad uzavírá stručný rozbor zadání formulovaného v kapitole č. 62 a je zaměřen na ukázku posloupnosti programových bloků (obr. 1) řídicího systému Sinumerik - ShopTurn Operate. Věnuje pozornost jednotlivým parametrům doposud neuveřejněných výrobních operací (obr. 2 a 3).
Pro vrtací operace nabízí řídicí systém několik technologicky odlišných cyklů. Zde byl vzhledem k poměrně malé hloubce vrtaných průchozích otvorů, která je vždy menší než 3D, zvolen cyklus vrtání (obr. 2) bez přerušení třísky či výplachu. Po tomto vrtání je vysunutí řezného nástroje z otvoru na návratovou rovinu realizováno rychloposuvem. U vrtacích operací je posloupnost vzájemně zřetězených cyklů v pořadí: navrtání, vrtání a poziční obrazec (kružnice s poloměrem R = 15 mm, referenční rovinou Z = 0 mm a středem v souřadnicích X, Y = 0 mm), který je právě díky zřetězení bloků platný pro obě technologické operace.
Zvolený cyklus pro frézování drážek (obr. 3) je pro ukázku zrealizován nástrojem s průměrem 10 mm. Nejedná se tedy o klasické hrubování a následné dokončování, ale o zjednodušenou výrobu dvou drážek řezným nástrojem, jehož průměr se svou výrobní tolerancí umožňuje výrobu požadované šířky drážek. Pro tento „speciální“ případ je zvoleno postupné zanořování frézy do drážky (oscilace) s úhlem sestupu 15° a zřetězený poziční obrazec definuje dvě individuální polohy drážek se souřadnicemi Z = 0 mm, Y = 0 mm a X = ± 30 mm.
Rozšíření předepsaného nástrojového vybavení o hrubovací frézu průměru 8 mm a aplikace dokončovací frézy se stejným průměrem by rovněž umožnilo využít cyklu, viz obr. 3. Tato možnost NC programování však bude zmíněna až v některém z volně navazujících příkladů.
Tímto je možno zadání příkladu publikovaného v kapitole č. 62 tohoto volně strukturovaného seriálu považovat za vyřešené. NC program (obr. 1) byl úspěšně virtuálně vyroben (obr. 4), a proto již nic nebrání osazení obráběcího stroje potřebným nástrojovým vybavením, stanovení korekcí a úrovně opotřebení jednotlivých řezných nástrojů, určení nulového bodu upnutého polotovaru např. dotykovou sondou a spuštění stroje v automatickém výrobním módu. Doba obrábění je spočtena na 5 min a 17 s.
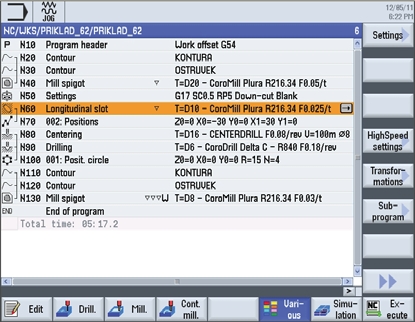
Obr. 1: Ukázka posloupnosti programových bloků
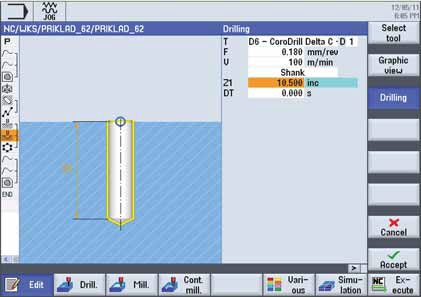
Obr. 2: Detaily vrtacího cyklu
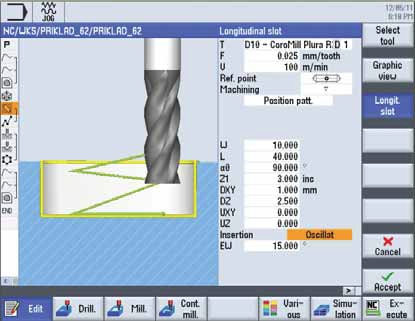
Obr. 3: Detaily cyklu pro frézování drážek
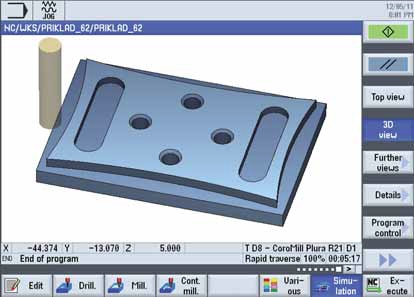
Obr. 4: Verifikace a vizualizace grafickou simulací
Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického