Dnešní informativní příklad věnuje pozornost postupu tvorby nástrojové databáze tříosého frézovacího stroje, a poněvadž v těchto dnech je již k dispozici opět nová verze softwaru SinuTrain, tentokráte s označením Operate 4.4, je ukázka zrealizována v prostředí tohoto volně dostupného simulátoru řídicího systému Sinumerik (www.cnc4you.siemens.com). Ten je již navíc možno instalovat do PC s operačním systémem Windows 7.

Obr. 1: Databáze řezných nástrojů – SinuTrain Operate 4.4 - ShopMill
Například v pracovním prostředí Sinumeriku 840D pro tříosý frézovací stroj je přímý a tedy i velmi rychlý vstup do databáze nástrojů umožněn klávesou Offset umístěnou v sekci tlačítek virtuálního ovládacího panelu (obr. 1 ). Pomineme-li však grafické provedení a četná systémová vylepšení této nejnovější verze operačního systému, tak následující postup a přehled definovatelných typů např. fréz a dotykových sond je použitelný i pro starší verze ShopMillů.
Založení nového např. řezného nástroje do databáze (viz obr. 1) spočívá v umístění kurzoru na prázdný řádek seznamu, čímž je automaticky modifikováno vertikální ikonové menu a je dostupná ikona New pro vložení nového nástroje. Nevybereme- li nový nástroj přímo ve skupině Favorites (obr. 2), tak máme k dispozici tři poměrně rozsáhlé skupiny obsahující frézovací, vrtací a speciální nástroje (obr. 3 až 5). V úvodním sloupci označeném Type aktivovaného dialogového okna s příslušnou skupinou nástrojů (obr. 1 až 4) je vždy uveden číselný kód, který může při výběru významně napomoci. Textový popis pak detailněji naznačuje technologické užití nástroje, grafické vyobrazení dále rozšiřuje informace o tvaru nástroje a především o jeho orientaci na stroji.
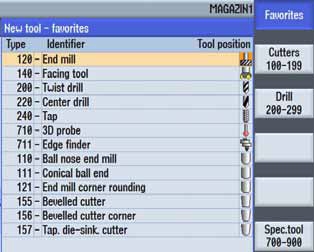
Obr. 2: Oblíbené/často užívané nástroj
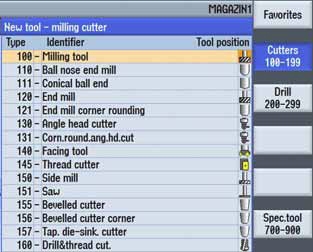
Obr. 3: Nástroje č. 100-199
Po výběru typu nástroje je nutno definovat jeho jméno (Tool name) a právě dle zvoleného typu jsou aktivována i další související dialogová pole (např. pole pro definici délky sestavy či průměru řezné části frézy). V případě, že vytvoříme nástroj s názvem, který se v databázi již vyskytuje, tak se předpokládá, že se jedná o nástroje vzájemně libovolně zaměnitelné. Každý z nich byl reálně vyroben v určité povolené toleranci a upnut do držáku s určitou odchylkou, a proto pro ně musíme definovat odlišná korekční data, která se však v grafické simulaci neprojeví. (Pozn.: korekční data jsou důležitá pro zajištění přesné výroby na reálném stroji, a proto je zpravidla zadává až seřizovač.)
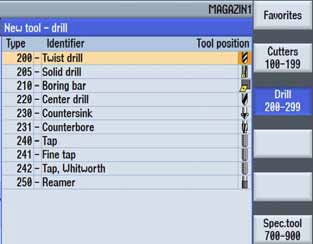
Obr. 4: Nástroje č. 200-299
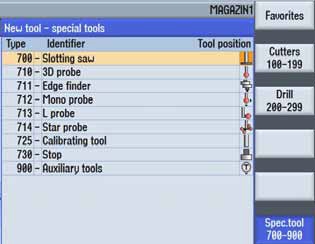
Obr. 5: Speciální nástroje č. 700-900
Zakládaný nástroj je dále vhodné doplnit informací o počtu břitů a o nutnosti používat či deaktivovat chlazení. Definice směru otáčení nástroje při obrábění je oproti ISO programování rovněž součástí tabulky řezných nástrojů a nalezneme zde i sekci s možností jemného nastavování opotřebení aktivního břitu, která např. zjednodušuje přesné obrábění při reálné výrobě. Této problematice i dalším polím jednotlivých řezných nástrojů byla věnována pozornost v některém z předchozích příkladů, a proto další dostupné funkce sledující dobu obrábění či počet vyrobených kusů jedním nástrojem lze považovat za probrané.
Vkládání těchto vytvořených řezných nástrojů do dialogových oken jednotlivých obráběcích cyklů je realizováno zpravidla prostřednictvím ikony Select tool vertikálního menu, která je dostupná po startu dialogového okna příslušné technologické operace. Touto problematikou se však budeme zabývat až v některém z volně navazujících dílů tohoto seriálu.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku