Dnešní informativní příklad volně navazuje na kapitoly č. 61, 64 a 65 tohoto seriálu, ve kterých bylo formulováno zadání „jednoduché“ součásti, byla řešena problematika tvorby konturových křivek prostřednictvím integrovaného konturového editoru a byla rovněž naznačena problematika tvorby specializované frézovací strategie řídicího systému Sinumerik pro frézování ostrůvků. Nyní tedy s odkazem na již prezentované informace a především na uvedenou posloupnost jednotlivých bloků NC programu zbývá věnovat pozornost cyklu pro frézování uzavřené obdélníkové (čtvercové) kapsy.
Tato čtvercová kapsa (obr. 1) je cyklem nejprve hrubována, a proto ji může NC programátor v posloupnosti bloků přiřadit mezi ostatní hrubovací strategie. Obdobně je pak možno dokončovací strategii tohoto technologického prvku zařadit na konec skupiny bloků dokončovacích. (Pozn.: tímto seskupováním hrubovacích a dokončovacích strategií je zajištěna tendence zachovávání maximální tuhosti soustavy S-N-O v každé operaci a současně tendence k neustálému zpřesňování obrobku každou následující operací.)
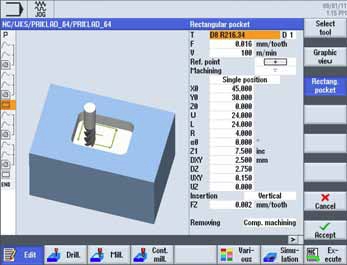
Obr. 1: Editor dílensky orientovaného frézování – cyklus hrubování kapsy
Vložení nového bloku např. pro hrubování kapsy je vždy provedeno za aktuální pozici kurzoru v programovacím editoru. V této fázi je však vhodné zdůraznit či připomenout, že po naprogramování obrábění libovolného konstrukčního prvku lze provést kontrolní simulaci a případné kolizní stavy nebo jen drobné nedostatky je možné/vhodné bezprostředně po opuštění simulace vyřešit.
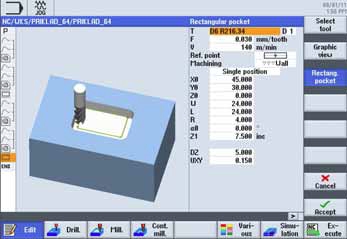
Obr. 2: Editor dílensky orientovaného frézování – cyklus dokončování stěny kapsy
Před vložením nového bloku za „libovolnou“ programovou větu je nutno přemístit kurzor na řádek, za který se vložení provede. Při dílensky orientovaném programování tedy není možné ponechat kurzor např. na posledním programovém bloku a zde vložit nový cyklus, funkci či textovou poznámku. Obdobně není možné vkládat cykly či jiné funkce ISO jazyka mezi bloky s přímou vazbou na bloky sousední. Provázání programových vět do řekněme „odstavce“ je patrné např. z obr. 1 ve sloupci zcela vlevo. Mezi druhý až čtvrtý nebo mezi pátý až sedmý blok atd. není možné vkládání libovolných informací. Pozice strategie hrubování čtvercové kapsy je tedy vhodná před „odstavci“ pro hrubování ostrůvků nebo za nimi. Obdobně je tomu i s pozicí pro dokončování tohoto konstrukčního prvku (obr. 2).
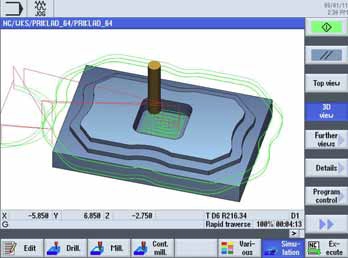
Obr. 3: Editor simulace řídicího systému Sinumerik
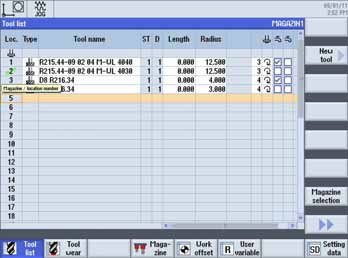
Obr. 4: Sekce definice řezných nástrojů
Hodnoty jednotlivých parametrů hrubovacího i dokončovacího cyklu pro výrobu jsou patrné z obr. 1 a 2 a výsledek simulace je na obr. 3. Abychom se však mohli propracovat až do této závěrečné vizualizační/verifikační fáze, je nutno implementovat do jednotlivých dialogových oken cyklů pro frézování ostrůvků a kapsy řezné nástroje. Ty se pro celý tento informativní příklad v nainstalované databázi řídicího systému (Sinumerik Operate – ShopMill) nenachází a je tedy nutno je v tabulce řezných nástrojů nadefinovat (obr. 4).
Detailní postup tvorby nástrojové databáze, vkládání řezných nástrojů do dialogových oken cyklů či přehled možných typů fréz, dotykových sond a soustružnických nožů dostupných pro software ShopMill se však již do dnešní kapitoly nevejde. V následujícím dílu proto můžeme očekávat informace k této z technologického hlediska poměrně důležité oblasti.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.