Po nepochybně úspěšném individuálním naprogramování konturových křivek ostrůvků tréninkové součásti naznačené v kapitole č. 61 tohoto seriálu, ke kterému možná dopomohl informativní příklad č. 64, je možno pokračovat v návodu či upozornění, jak dále postupovat ke zdárnému cíli. Při minulé ukázce jednoho z možných řešení NC programování příkladu formulovaného dílem č. 61 této akademie nebyl uveden celkový postup operací (obr. 1 – dílensky orientované programování) definovatelný v editoru řídicího systému Sinumerik Operate 2.6 SP1.
Jak je možno vidět, samotná definice konturové křivky ostrůvku není postačující pro frézování. Aby obrábění proběhlo v požadované oblasti, je ještě nutno před tuto hotovou konturovou křivku předřadit konturu, která charakterizuje tvar polotovaru (viz obr. 1, blok je zdůrazněn pozicí kurzoru). V tomto případě se jedná o konturovou křivku tvaru obdélníku s počátečním bodem na souřadnicích X = 0 mm a Y = 0 mm. Následuje zadání elementů typu vertikální přímka s koncovým bodem v ose Y = 60 mm, horizontální přímka do bodu X = 90 mm a vertikální přímka do bodu Y = 0 mm. Poslední konturový prvek můžeme sice opět definovat přímým zadáním souřadnic [0, 0], avšak je možno použít i ikonu Close contour (ikona se nachází ve vertikálním ikonovém menu a je dostupná až po rozšíření primární nabídky – je v druhé skupině tohoto ikonového menu), která automaticky konturu uzavře. (Pozn.: tento postup automatického ukončování konturových křivek je vhodný i při NC programování soustružení, zvláště pak při tvorbě konturové křivky tvarově „komplikovaného“ polotovaru obráběného cyklem CYCLE95.)
Po definici konturových křivek polotovaru a ostrůvku je již možno aktivovat dialogové okno pro zadání technologických parametrů frézovacího cyklu (obr. 2), který hrubovacím frézováním odebere materiál ve výše definované oblasti a ponechá přídavky na dokončení, přičemž je možno volit mezi dokončením plochy dna či plochy stěny ostrůvku, a k dispozici je i možnost využít výše definované křivky k frézování sražení hrany ostrůvku. V této fázi je zrealizováno pouze hrubování daného konstrukčního prvku, a protože aktivním nástrojem je možno realizovat i hrubování následující, je zpravidla vhodné ve frézování pokračovat. (Pozn.: výměnou nástroje za dokončovací frézu bychom totiž ztratili cca 2,5 s a opětovným voláním hrubovacího nástroje další 2,5 s atd.) Vyhrubování prvního ostrůvku je hotové a následuje hrubování druhého ostrůvku, u kterého však již vnější konturovou křivkou není tvar charakterizující polotovar (v řadě případů by se zbytečně nástroj pohyboval v již vyhrubované oblasti), ale je zde možno využít předobrobeného tvaru vložením kopie konturové křivky většího ostrůvku (v tomto případě). Oblast frézování je tak opět dvěma konturami omezena pouze na oblast, kde se ještě nachází materiál k hrubování.
Při volbě parametrů frézovacího cyklu je nutno definovat řezný nástroj, vepsat řezné podmínky dle zadání informativního příkladu, zvolit piktogram pro omezení strategie na hrubování, předepsat počáteční Z0 souřadnici (Z0 definuje horní mezní rovinu aktuálního frézování) pro výpočet frézování a výšku ostrůvku. Přestože je zde hodnota Z1 uváděna inkrementálně, je nutno ji chápat jako absolutní hodnotu výšky aktuálně vytvářeného ostrůvku (parametr je tedy bez znaménka mínus).
Další zadávaný parametr DXY odpovídá hodnotě ae, která však nebyla v zadání uvedena, poněvadž je možno stanovit velikost této hodnoty i procentuálně z průměru řezného nástroje. Výhodou této alternativy je, že při změně parametrů řezného nástroje (změně průměru frézy pro tuto operaci) může zpravidla nastavení hodnoty DXY zůstat nezměněno a hodnota ae je tak řídicím systémem automaticky dopočtena. Vhodné je ještě upozornit na významnost tohoto parametru, který u jednotlivých obráběných součástí může výrazně ovlivnit výsledný strojní čas. (Pozn.: vzájemný poměr hodnot ap a ae je nutno přizpůsobit doporučovaným hodnotám výrobce řezného nástroje a reálnému poměru aktuálně programovaného konstrukčního prvku.)
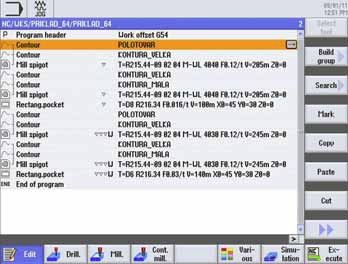
Obr. 1 Posloupnost jednotlivých bloků v NC programu
V tomto tréninkovém příkladu byl zvolen přídavek na dokončení jen stěny ostrůvků a mezi obráběním ostrůvku č. 1 a ostrůvku č. 2 je zrealizován přejezd řezného nástroje jen na absolutní souřadnici Z = 1 mm. Poněvadž oba ostrůvky jsou si tvarově velmi podobné a je možno je hrubovat či dokončovat vždy jen jedním řezným nástrojem, byl druhý blok charakterizující hrubovací frézovací strategii menšího ostrůvku vytvořen kopírováním strategie předchozí. Rovněž tzv. konturová křivka vnějšího ostrůvku (tzv. kontura velká) je v NC programu užita pro hrubování dvakrát (pro dokončování ještě znovu dvakrát). Není nutno ji opětovně kreslit. Je provedeno jen její zkopírování a vložení nového bloku se stejným názvem na příslušnou pozici. Díky zachování shody názvu tohoto kopírovaného prvku je ponechána vazba, která zajistí promítnutí případných dodatečných editací v jednom bloku do bloku kopírovaného či ve specifických případech do všech bloků vzniklých kopírováním a majícím tedy shodné jméno. Více však někdy příště.
ING. ALEŠ POLZER, PH.D.
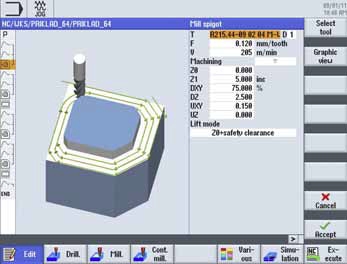
Obr. 2 Cyklus pro frézování ostrůvku a) hrubování
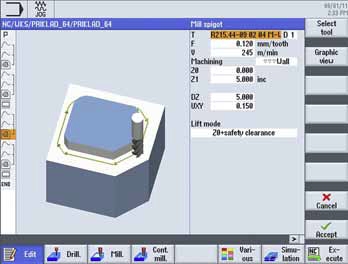
b) dokončování
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.