Již třetí a na krátký čas poslední stručně formulované zadání příkladu pro technologii frézování je strukturováno obdobně jako zadání z minulých dílů. Rovněž bude doplněno zjednodušeným řešením vypracovaným s pomocí volně dostupného simulátoru řídicího systému Sinumerik, avšak publikovaným až v některé z dalších volně navazujících kapitol tohoto seriálu.
Dnešní zadání tréninkového příkladu je předepsáno náčrtem dle obr. a je možno řešit ho s užitím následujících frézovacích a vrtacích nástrojů (frézy pro obrábění drážek a kruhové kapsy mají břity přes střed a umožňují tak zavrtávací pohyb ve směru osy Z při předpokladu redukce předepsané posuvové rychlosti na 10 %). Řezné podmínky doporučované dle dále nespecifikovaných katalogů firmy Sandvik Coromant jsou:
Univerzální čelní fréza Coro- Mill Plura R216.34 z monolitního slinutého karbidu s proměnnou hloubkou drážek
průměr D = 10 mm; počet zubů z = 4 třída GC1640 pro hrubování obrábění s procesní kapalinou (s chlazením)
vc = 100 m/min
fz = 0,025 mm
ap = 2,5 mm
průměr D = 8 mm; počet zubů z = 4 třída GC1620 pro hrubování obrábění s procesní kapalinou (s chlazením)
vc = 120 m/min
fz = 0,03 mm
ap = 3 mm
ae = 0,15 mm
průměr D = 8 mm; počet zubů z = 4 třída GC1620 pro dokončování obrábění bez procesní kapaliny (bez chlazení)
vc = 140 m/min
fz = 0,03 mm
ap = 2 mm
ae = 0,15 mm
Vrták CoroDrill Delta C – R840
D = 8 mm
vc = 100 m/min (70-130 m/min)
fn = 0,18 mm (0,1-0,25 mm)
S ohledem na výše předepsané řezné podmínky i nástrojové vybavení není požadavek na dosaženou drsnost povrchu dále stanoven. Polotovar obrobku je z nízkolegované oceli s tvrdostí 170 HB (C = 0,55-0,80 %) a je předobrobený. Upínání je řešeno přípravkem s polohovacími dorazy za válcovou část o průměru 61 mm. Zde požadované NC programování se tedy omezuje na dokončení obvodové křivky a hrubování i dokončení kruhové kapsy a drážek na kružnici. Přestože se jedná o tréninkový příklad, je předpokládána výroba 1000 kusů.
Hlavní míra pozornosti tohoto informativního příkladu nespočívá v optimalizaci řezných podmínek, ale v ukázce možnosti praktické aplikace frézovacích a vrtacích cyklů (využit bude integrovaný konturový editor systému Sinumerik a frézovací cykly i cyklus pro vrtání). Celková technologie je navíc řešena bez zarovnání čelní plochy na CNC stroji, poněvadž se jedná o jednu z ploch předobrobených v předchozím kroku technologického postupu, který byl realizován na levnější konvenční frézce.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.
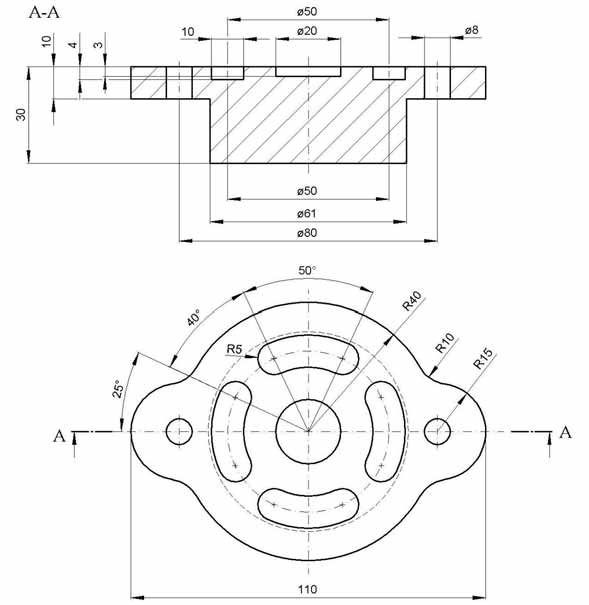
Náčrt obrobku