V tomto, pro mnohé prázdninovém a pro jiné dovolenkovém čase, je připravena série informativních příkladů orientovaných na individuální trénink programování CNC frézovacích strojů. Dnes jen stručně formulované první zadání pro technologii frézování bude zanedlouho doplněno zjednodušeným řešením vypracovaným s pomocí volně dostupného simulátoru řídicího systému Sinumerik (software SinuTrain Operate 2.6 SP1 je k dispozici na internetových stránkách http://www.cnc4you.siemens.com/ cms/website.php s licencí na 60 dní).
Zadání dnešního tréninkového příkladu formulovaného náčrtem dle obr. je možno řešit s užitím dvou hrubovacích a dvou dokončovacích řezných nástrojů. Prvním typem nástroje je válcová čelní fréza s VBD s průměrem 25 mm, druhým typem jsou stopkové monolitní frézy s průměrem 8 a 6 mm, které mají břity přes střed a umožňují tak zavrtávací pohyb ve směru osy Z při předpokladu redukce posuvové rychlosti na 10 %. Polotovarem obrobku je předobrobený kvádr s rozměry 90 x 60 x 15 mm z nízkolegované oceli s tvrdostí 180 HB (Rm = 610 N/mm2). Poněvadž se jedná o tréninkový příklad, předpokládá se výroba jen jednoho kusu. Řezné podmínky doporučované dle dále nespecifikovaných katalogů firmy Sandvik Coromant jsou:
Válcová čelní fréza U-MAX R215.44-25A25-09C průměr D = 25 mm; počet zubů z = 3; ap max. = 9 mm
VBD pro hrubování
R215.44-09 02 04 M-WL 4040 (GC4040)
vc = 205 m/min
fz = 0,12 mm
ap ? 50 %
obrábění za mokra i za sucha
VBD pro dokončování
R215.44-09 02 04 M-WL 4030 (GC4030)
vc = 245 m/min
fz = 0,12 mm
ap ? 50 %
obrábění za mokra i za sucha
Univerzální čelní fréza CoroMill Plura R216.34
z monolitního slinutého karbidu s proměnnou hloubkou drážek průměr D = 8 mm; počet zubů z = 4 třída GC1640 pro hrubování obrábění s procesní kapalinou (s chlazením)
vc = 100 m/min
fz = 0,016 mm
ap = 2,75 mm
ae = 2,5 mm
průměr D = 6 mm; počet zubů z = 4 třída GC1620 pro dokončování obrábění bez procesní kapaliny (bez chlazení)
vc = 140 m/min
fz = 0,03 mm
ap = 5 mm
ae = 0,15 mm
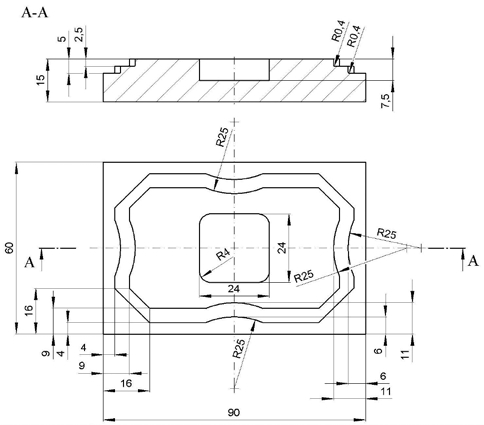
Náčrt obrobku
S ohledem na výše předepsané řezné podmínky i nástrojové vybavení není požadavek na dosaženou drsnost povrchu stanoven. Hlavní míra pozornosti tohoto informativního příkladu tedy nespočívá v optimalizaci řezných podmínek, ale v ukázce možnosti definovat prostřednictvím integrovaného konturového editoru systému Sinumerik objekty, které jsou dle náčrtu (viz obr.) tzv. neúplně zadány. Počáteční a koncové body rádiusů s poloměrem 25 mm sice není obtížné vypočítat základními goniometrickými funkcemi, avšak při programování přímo na ovládacím panelu obráběcího stroje nebo v softwaru SinuTrain tyto funkce nejsou potřeba.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.