Dnešní informativní příklad zaměřuje svou pozornost na dílensky orientované NC programování technologie soustružení v prostředí řídicího systému Sinumerik (software SinuTrain), které využívá možnosti uživatelsky definovat tvar rotačního polotovaru. Tento příklad je tedy jen volným pokračováním, avšak současně prvním detailnějším vysvětlením postupu programování soustružení z předchozí kapitoly.

Obr. 1: Dílensky orientované programování – 5 programových bloků
V některých kapitolách tohoto seriálu již bylo naznačeno, že technologií soustružení můžeme produkovat výrobky (součásti; speciální polotovary pro další výrobu; atd.) z dlouhých tyčí, z krátkých tyčí nebo z přířezu. Nyní tedy bude poukázáno na možnost obrábět na soustružnických centrech z uživatelsky definovaného (v NC programu) rotačního polotovaru (obr. 1).
„Základní“ soustružnický cyklus s označením CYCLE95 nebo CYCLE950 neboli Stock removal (do češtiny se zpravidla překládá jako Odběr třísek) atd. (obr. 1 – čtvrtý blok), vyžaduje pro obrábění nakreslit či jinak definovat tvar finální konturové křivky (obr. 1 – třetí blok). Obdobným způsobem je však možno definovat i tvar rotačního polotovaru (obr. 1 – druhý blok). Výhoda této definice pak spočívá v omezení řezných pohybů jen na reálný objem materiálu, který se při obrábění z odlitku, výkovku či jinou technologií připraveného polotovaru musí odebrat pro dosažení požadovaného tvaru výrobku.
Běžná definice konturové křivky pro soustružení tvaru výrobku zpravidla začíná v místě sražení či zaoblení např. prvního válcového prvku hřídele (obr. 3). Definice polotovaru však zpravidla začíná na nulové X souřadnici (v ose rotace obrobku), viz obr. 2. Následuje přímka či kruhový oblouk atd. Po nakreslení konturové křivky vnějšího tvaru polotovaru je však z aktuální hodnoty průměru obrobku nutno pokračovat dále, směrem k ose rotace až po uzavření celé kontury definicí posledního konturového elementu na souřadnici shodnou se startovním bodem elementu prvního. Definice tvarově složitějšího polotovaru, než je běžný válcový polotovar, tedy vyžaduje vytvoření uzavřené konturové křivky (obr. 1 - druhý programový blok; obr. 2), která se rovněž kreslí v integrovaném konturovém editoru nebo ji můžeme importovat z CAD softwarů ve formátu dxf souboru prostřednictvím CADReaderu. Následující programový blok pak opět vyžaduje definici konturové křivky finálního tvaru výrobku, ta je však již otevřená (obr. 3) a nachází se uvnitř již definované oblasti.
Následuje blok s technickými podmínkami specifikujícími zpravidla hrubovací soustružení (obr. 1 – čtvrtý blok), který však oproti běžnému válcovému polotovaru musí obsahovat informaci o polotovaru definovaném uzavřenou křivkou (obr. 4 – parametr BL = Contour).
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.
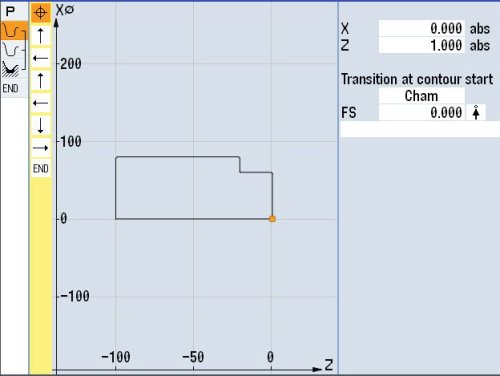
Obr. 2: Konturová křivka polotovaru
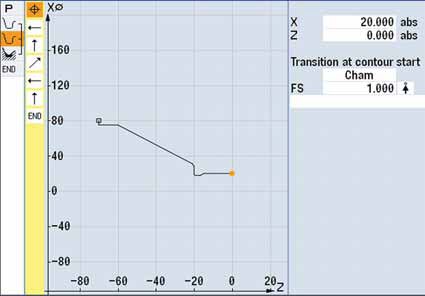
Obr. 3: Konturová křivka finální součásti
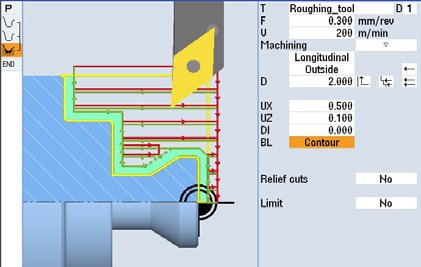
Obr. 4: Definice čtení kontury polotovaru i finálního obrobku