Dnešní informativní příklad z oblasti NC programování soustružení prostřednictvím řídicího systému Sinumerik 840D – Shop- Turn poukazuje na drobné rozdíly v možnostech běžného dílensky orientovaného programování.
Toto dílensky orientované programování je sice primárně zaměřeno na kusovou či malosériovou výrobu součástek, jejichž programy se zpravidla píší přímo v dílně do obráběcího stroje, prostřednictvím jeho ovládacího panelu, a mnohdy se tedy na optimalizaci strojního času příliš nehledí, avšak i zde je možno vhodným způsobem tvorby NC programu ovlivnit/zkrátit výsledný výrobní čas (naznačené NC programy na obr. 2 a 3 vykazují rozdíl 10 s).
Obecné zadání pro obrobení součásti (součástí) schematicky naznačené na obr. 1a by tedy mohlo znít: „Naprogramujte soustružení, při kterém je nutno zarovnat čelní plochu, podélně hrubovat tvar, jiným nožem dohrubovat normalizovaný zápich závitu, dokončit tvar podélným soustružením (třetím nožem) a dokončit zatím jen vyhrubovanou čelní plochu. Polotovar pro tuto výrobu není tyčového charakteru, ale jedná se o předsoustruženou hřídel, výkovek či odlitek (zjednodušeně řečeno tvar polotovaru není válcový, ale je definován uzavřenou křivkou - obr. 1b, obdobně jako je křivkou běžně definována kontura finálního obrobku pro podélné soustružení).“ Toto velmi zestručnělé zadání i dále naznačené řešení pro zvýšení přehlednosti neobsahuje prvky soustružení závitu, ani některé další soustružnické operace.
Obr. 1 a, b: Orientační naznačení uvažovaného tvaru obrobku a polotovaru
Na obr. 2 je NC program tvořen devíti řádky neboli bloky. První blok obsahuje obecné nastavení pro soustružení, druhý řeší hrubování čelní plochy, třetí graficky definuje tvar polotovaru (obr. 1. b), čtvrtý graficky definuje finální tvar obrobku a pátý řeší podélné hrubování součásti, při kterém se řezný nástroj pohybuje pouze mezi výše definovanými křivkami a zanechává materiál v normalizovaném zápichu závitu. Šestý programový řádek využívá pro dohrubování tvaru, v tomto případě tedy především zápichu závitu, metodu automatické detekce zbytkového materiálu. Sedmý blok řeší dokončovací soustružení tvaru dle kontury obsahující zmiňovaný zápich, osmý řádek dokončuje čelní plochu a devátý jen zakončuje celý NC program.

Obr. 2: Aplikace zbytkového obrábění
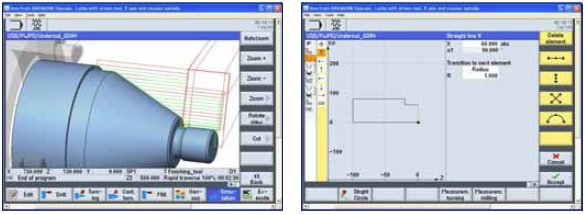
Na obr. 3 je stejná součást naprogramována prostřednictvím deseti bloků. První až pátý řádek jsou zcela identické jako v předchozí variantě. Šestý řádek však definuje hrubovací obrábění zápichu závitu samostatným cyklem specializovaným pro soustružení normalizovaného zápichu závitu namísto obecné detekce zbytkového obrábění. Tím je dohrubován pouze zápich a nejsou realizovány „nadbytečné“ pohyby zbytkového obrábění v konturových rozích, kde první hrubovací nástroj s poloměrem zaoblení špičky 0,8 mm zanechal materiál, který se následující hrubovací nůž s poloměrem zaoblení špičky 0,4 mm snaží rovněž doobrobit na základě detekce veškerého zbytkového materiálu. Sedmý řádek je pak kopií kontury pro podélné dokončovací soustružení tvaru součásti (kopie tak zajišťuje, že případná změna kontury se do systému zadá jen jedenkrát a kopie bloku kontury se zachováním názvu kontury tuto změnu akceptuje). Osmý řádek charakterizuje parametry dokončovacího soustružení dle kontury se zápichem. Řádek č. devět je pak zcela totožný s dokončovacím soustružením čelní plochy uvedeným v předchozí variantě a závěrečný desátý blok pak opět jen zakončuje celý NC program.

Obr. 3: Aplikace samostatného programového zápisu hrubování normalizovaného výběhu závitu
Dnešní informativní příklad tedy zahajuje popis dílensky orientovaného programování soustružení s uživatelsky definovaným tvarem rotačního polotovaru, upozorňuje na rozdíly při definici zápichu jakožto části konturové křivky nebo samostatného prvku a obsahuje i některé další prvky, které však budou detailněji rozebrány až v některém z volně navazujících kapitol zpracovaných pomocí nejnovějšího softwaru: SinuTrain Operate. Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.