Problematika upichování rotačních součástí je v řídicím systému Sinumerik řešena cyklem CYCLE92, který je užíván především při výrobě na soustružnických centrech vybavených podavačem tyčí. Tento cyklus je dostupný ze specializovaných editorů (uživatelské rozhraní / ovládací panel na obráběcím stroji nebo v software SinuTrain na PC):
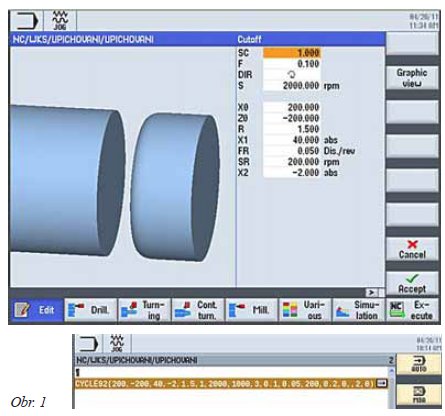
a) Obecná podoba upichovacího cyklu pro dialogový zápis v editoru Sinu- Train Operate 2.6 SP1 (soustruh s Y osou, možností používat rotující řezné nástroje a s protivřetenem - uživatelské rozhraní pro programování v textovém editoru a programový zápis v textovém editoru – obr. 1). Při programování v textovém editoru systém automaticky předpokládá, že programátor postupuje krok za krokem. Nejprve tedy předepíše odjezd do bezpečné vzdálenosti a výměnu řezného nástroje, bezpečný příjezd blíže k obrobku, a až poté aktivuje cyklus, ve kterém definuje řezné podmínky (velikost posuvu na otáčku a velikost otáček nebo řezné rychlosti včetně bezpečné vzdálenosti pracovní roviny a směru otáčení vřetene).
Pozn.: Rozborem výše naznačených parametrů cyklu CYCLE92 je možno vytvořit obecný formát bloku, který lze následně užívat i při ručním programování v textovém editoru, např. na externím PC bez jakékoli grafické podpory: CYCLE92 (X0, Z0, X1, X2 atd). Tento rozbor by se sice dal považovat za úkol k individuálnímu zamyšlení, z mé strany autora však bude na čas ponechán bez odpovědi.
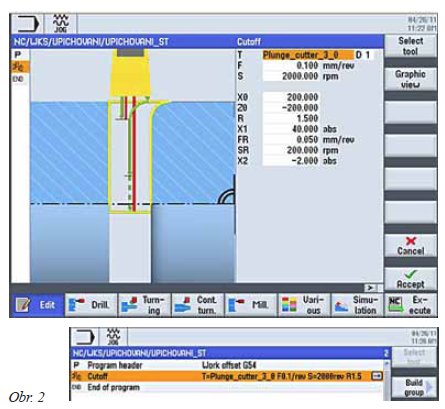
b) Obecná podoba upichovacího cyklu pro dialogový zápis v editoru SinuTrain Operate 2.6 SP1 (soustruh s Y osou, možností používat rotující řezné nástroje a s protivřetenem – uživatelské rozhraní editoru dílensky orientovaného programování ShopTurn – obr. 2):
Význam užívaných parametrů cyklu:
T jméno řezného nástroje (je vyplněno zpravidla užitím ikony Select tool, vyhledáním nástroje v databázi a návratem ikonou To program)
F posuv na otáčku
S konstantní hodnota otáček (nebo V - velikost konstantní řezné rychlosti)
X0 počáteční průměr obrábění Z0 pozice zápichu v ose Z (souřadnice odpovídající délce obrobku vztažené k nulovému bodu obrobku)
R velikost zaoblení (nebo FS – velikost sražení)
X1 průměr, od kterého budou aplikovány redukované řezné podmínky
FR redukovaná hodnota posuvu na otáčku
SR redukovaná hodnota otáček
X2 vzdálenost přejezdu řezného nástroje pod osu rotace
Programátor tvoří NC program systémem technologických celků. Založí tedy cyklus, ve kterém definuje nejen řezné podmínky, ale i nástroj, který má být pro obrábění použit a jeli v nožové hlavě aktuálně napolohován jiný soustružnický nůž, je provedeno automatické odjetí nožového suportu do bodu pro změnu řezného nástroje, výměnu zrealizuje a plynule přijede k obrobku, kde provede dále nadefinované obrábění (v případě, že upichovací nůž byl v předchozí operaci využit pro jiné soustružení, řídicí systém zkontroluje zda aktuálně požadovaný nástroj je shodný s tím, který je již v nástrojové hlavě napolohován, a odjezd do bodu pro výměnu nástroje neprovede).
Pozn.: Součástí cyklu je definice řezného nástroje, čímž je tento dílensky orientovaný NC program uzpůsoben četným programátorským změnám/ vylepšením. Jakákoli dodatečná změna totiž nevyžaduje tak důslednou kontrolu jednotlivých úkonů, jako je tomu při ručním programování. Jednotlivé bloky NC programu se tak stávají více nezávislými na předchozích či navazujících činnostech a program se tak stává kratším i přehlednějším.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku.