Ještě před formulací dalšího z praktických příkladů určených pro samostudium či jen trénink znalostí v oblastech NC programování řídicího systému Sinumerik je nutné teoreticky rozebrat programové cykly CYCLE94 a CYCLE96. Tyto cykly obdobně jako minulý díl tohoto volně strukturovaného seriálu řeší výrobu zápichů na soustružnických strojích. Nyní se však jedná o tzv. odlehčovací zápich a závitový zápich.
Pomocí cyklu CYCLE94 je možno vyrábět odlehčovací zápichy tvarů E a F, které jsou definovány normou DIN 509 (pozn.: průměr obráběné součásti musí být větší než 3 mm). Tzv. výchozím místem obrábění je prakticky libovolná pozice, která umožní bezkolizní přesun řezného nástroje rychloposuvem po přímkové dráze do tzv. počátečního bodu obrábění (sekvence). V cyklu je řezný nástroj polohován s korekcí poloměru špičky, a proto před vyvoláním cyklu musí být aktivována jeho korekční data. Po ukončení cyklu je pak automaticky korekce rádiusu špičky řezného nástroje deaktivována (funkce G40). Pracovní posuvová rychlost musí být programátorem definována ještě před voláním tohoto cyklu (platí pro ISO programování) a zakončení této automatické výrobní sekvence je opět polohováním rychloposuvem do počátečního bodu sekvence.
Obecný zápis cyklu pro NC programování v textovém editoru (tzv. ISO programování):
CYCLE94 (SPD, SPL, FORM, _VARI)
Parametry cyklu:
SPD Počáteční bod v příčné ose (zadává se bez znaménka)
SPL Počáteční bod v podélné ose (zadává se bez znaménka)
FORM Definice tvaru; hodnoty: E (pro tvar E), F (pro tvar F)
_VARI Stanovení polohy odlehčovacího zápichu
Hodnoty: 0 odpovídá poloze břitu nástroje
1 až 4 viz definice polohy
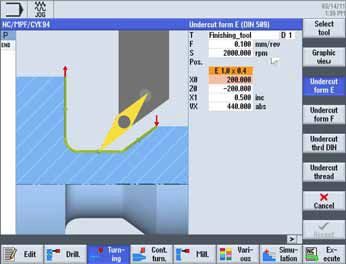
Obr. 1: Naznačení zápisu cyklu CYCLE94 v editoru dílensky orientovaného programování (ShopTurn - Sinumerik 840D)
Pomocí cyklu CYCLE96 je možno vyrábět odlehčovací zápichy závitů tvaru A, B, C, nebo D definované normou DIN 76 (metrické závity dle normy ISO). Automatické polohování řezného nástroje v tomto cyklu je zahajováno rychloposuvem po přímkové dráze z aktuální pozice do počátečního bodu, který je řídicím systémem vypočten individuálně pro aktivní řezný nástroj, naprogramované základní rozměry obráběného prvku a s ohledem na korekci rádiusu špičky řezného nástroje (před voláním cyklu je nutno aktivovat korekční data nástroje). Pracovní posuvová rychlost musí být programátorem definována ještě před voláním tohoto cyklu (neplatí pro dialogové okno dílensky orientovaného programování - obr. 2) a zakončení této automatické výrobní sekvence je opět polohováním nástroje rychloposuvem do počátečního bodu sekvence. Při ukončení cyklu je ještě deaktivována korekce rádiusu špičky nástroje (funkce G40).
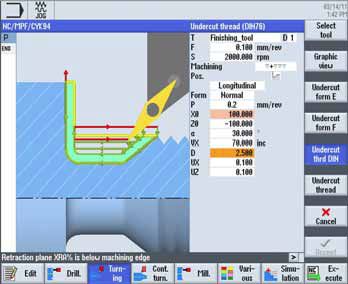
Obr. 2: Naznačení zápisu cyklu CYCLE96 v editoru dílensky orientovaného programování (ShopTurn - Sinumerik 840D)
Vyrábět lze tedy zápichy pro metrické závity podle normy ISO o velikosti do M68, přičemž konečný průměr součásti nesmí být menší než 3 mm. Tvar A a B je pro vnější závity a C a D pro vnitřní závity, přičemž tvar A a C je pro normální výběh závitu a tvar B a D je pro krátký výběh závitu.
Obecný zápis cyklu pro NC programování v textovém editoru (tzv. ISO programování):
CYCLE96 (DIATH, SPL, FORM, _VARI)
Parametry cyklu:
DIATH Jmenovitý průměr závitu
SPL Počáteční bod kontury v podélné ose
FORM Definice tvaru; hodnoty: A (pro tvar A), B (pro tvar B) C (pro tvar C), D (pro tvar D)
_VARI Stanovení polohy odlehčovacího zápichu
Hodnoty: 0 v souladu s polohou břitu nástroje
1 až 4 poloha definována
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.