Orientační rekapitulace uvedená v minulém díle tohoto volně strukturovaného seriálu poukázala na témata, která již byla publikována, a zároveň odkryla témata, která je vhodné dále rozpracovat. Například v oblasti třískového obrábění soustružením byla věnována pozornost zarovnávání čelní plochy hřídelové součásti, NC programování obrábění tvaru s pomocí cyklu CYCLE95 či výrobě závitů cyklem CYCLE97. Jak je však naznačeno v kapitole č. 40 - Přehled základních cyklů dostupných v řídicím systému Sinumerik 840D, bude další pozornost věnována např. cyklu CYCLE93 (Soustružení zápichu) a mnoha dalším.
Cyklus řídicího systému Sinumerik s názvem CYCLE93 je určen pro výrobu symetrických i asymetrických zápichů na válcových, kuželových i čelních plochách. Lze vyrábět vnější i vnitřní zápichy, avšak před vyvoláním cyklu musí být aktivován soustružnický nůž se dvěma břity. Jeho korekce musí být pro oba břity uložena ve dvou po sobě následujících D-číslech, přičemž tato korekce musí být aktivována před vyvoláním cyklu. V průběhu soustružení (zapichování) jsou automaticky používány korekční data, která systém aktuálně potřebuje (chvíli korekce levého a chvíli zase korekce pravého břitu). Po skončení cyklu je pak opět automaticky aktivována D funkce, která byla programátorem vyvolána před touto automaticky řízenou výrobní sekvencí.
Automatické obrábění zápichu cyklem CYCLE93 spočívá v přísuvu řezného nástroje do programátorem definované hloubky (směrem ke dnu zápichu), v bezprostředním návratu nástroje pro zlomení třísky a v realizaci dalšího axiálně posunutého přísuvu do další povolené hloubky soustružení. Jednotlivé radiální i axiální přísuvy (záběry) jsou řídicím systémem vypočteny tak, aby byly rovnoměrné a vždy v co největší délce/šířce. Hrubování probíhá až po hodnoty přídavků (ponechávaných pro dokončovací soustružení) a bezprostředně po něm zpravidla následuje dokončování jedné stěny zápichu i poloviny jeho dna a pak druhé stěny i druhé poloviny dna zápichu (Pozn.: Hrubování i dokončování je naprogramováno a zrealizováno v jednom cyklu.) Z pohledu NC programování jsou dostupné tři základní metody zápisu tohoto často užívaného technologického prvku:
a) Zápis cyklu v libovolném textovém editoru (ISO programování)
CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RCI1, RCI2, FAL1, FAL2, IDEP, DTB, VARI, _VRT)
Význam jednotlivých slov cyklu:
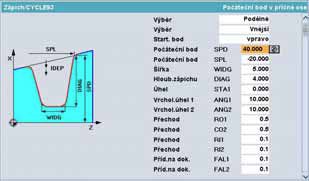
SPD Počáteční bod v příčné ose (zadává se bez znaménka)
SPL Počáteční bod v podélné ose
WIDG Šířka zápichu (zadává se bez znaménka)
DIAG Hloubka zápichu (zadává se bez znaménka)
STA1 Úhel mezi konturou a podélnou osou (Rozsah hodnot: 0 ≤ STA1 ≤ 180 stupňů)
ANG1 Úhel stěny zápichu 1: na straně zápichu určené počátečním bodem (zadává se bez znaménka), rozsah hodnot: 0 ≤ ANG1 ≤ 89.999 stupňů
ANG2 Úhel stěny zápichu 2: na druhé straně (zadává se bez znaménka) Rozsah hodnot: 0 ≤ ANG2 ≤ 89.999 stupňů
RCO1 Rádius/faseta 1, vnější, na straně určené počátečním bodem
RCO2 Rádius/faseta 2, vnější
RCI1 Rádius/faseta 1, vnitřní, na straně určené počátečním bodem
RCI2 Rádius/faseta 2, vnitřní
FAL1 Přídavek rozměru pro obrobení načisto na dně zápichu
FAL2 Přídavek rozměru pro obrobení načisto na stěnách zápichu
IDEP Přísuv do hloubky (zadává se bez znaménka)
DTB Doba prodlevy na dně zápichu
VARI Druh obrábění, rozsah hodnot: 1 až 8 (sražení - CHF) a 11 až 18 (sražení - CHR) (č. 1 – zápich podélný, vnější, startovní bod vlevo atd.)
_VRT Proměnná dráha zpětného pohybu od kontury, inkrementálně (zadává se bez znaménka)
b) Zápis cyklu ve specializovaném textovém editoru s grafickou podporou (ISO programování např. přímo na soustružnickém stroji nebo v softwaru SinuTrain na PC):
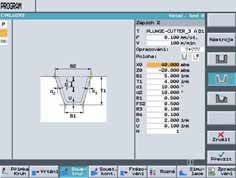
c) Zápis cyklu v editoru pro dílensky orientované programování (přímo na soustružnickém stroji nebo v softwaru SinuTrain na PC):
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.