Dnešním úkolem či zamyšlením, které bylo uveřejněno v minulém čísle tohoto čtrnáctideníku, je charakteristika obecného formátu tzv. ISO bloku. Pro úspěšné řešení tohoto úkolu zcela postačila obyčejná tužka a papír. V zadání je rovněž specifikován řídicí systém (Sinumerik) s upozorněním, že dnes lze nahlédnout i na tzv. dílensky orientované programování, které umožňuje tvořit jednotlivé programové řádky (bloky) přímo na panelu obráběcího stroje, a to zcela automaticky (bez nutnosti znát význam jednotlivých slov programové věty a rovněž bez nutnosti rozsáhlých znalostí počítačové techniky).
Číslicové řízení (NC - Numeric Control) obráběcích strojů prošlo v průběhu svého vývoje řadou změn. Měnila se jednotlivá záznamová média i způsoby přenosu a uložení dat (děrné štítky, děrné nebo magnetofonové pásky, diskety, DNC komunikace, flash disky, 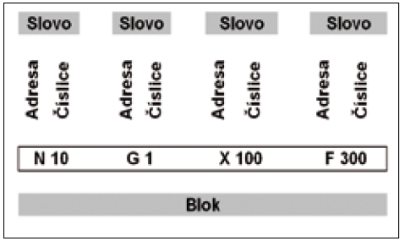 až po propojení jednotlivých pracovišť do internetové či intranetové sítě s integrací centrálních serverových pracovišť). Pojem NC se dnes používá jak pro označení typu strojů (viz historický přehled uvedený v předchozích informativních příkladech), tak pro způsob řízení. Dnes tedy běžně užívané NC programování (především CNC strojů) je označení pro řízení obráběcího stroje prostřednictvím kódovaných informací (příkazů neboli funkcí), které jsou složeny z alfanumerických znaků a dalších symbolů. Tyto jednotlivé programové věty (bloky nebo řádky) jsou složeny ze slov, které jsou strojem převáděny na impulzy elektrického proudu nebo dalších výstupních signálů pro aktivaci servomotorů nebo ostatních zařízení potřebných pro provoz stroje. Na rozdíl od konvenčních strojů nejsou tedy CNC stroje přímo ovlivněny tzv. lidským faktorem, ale jsou závislé především na kvalitě vytvořeného NC programu.
až po propojení jednotlivých pracovišť do internetové či intranetové sítě s integrací centrálních serverových pracovišť). Pojem NC se dnes používá jak pro označení typu strojů (viz historický přehled uvedený v předchozích informativních příkladech), tak pro způsob řízení. Dnes tedy běžně užívané NC programování (především CNC strojů) je označení pro řízení obráběcího stroje prostřednictvím kódovaných informací (příkazů neboli funkcí), které jsou složeny z alfanumerických znaků a dalších symbolů. Tyto jednotlivé programové věty (bloky nebo řádky) jsou složeny ze slov, které jsou strojem převáděny na impulzy elektrického proudu nebo dalších výstupních signálů pro aktivaci servomotorů nebo ostatních zařízení potřebných pro provoz stroje. Na rozdíl od konvenčních strojů nejsou tedy CNC stroje přímo ovlivněny tzv. lidským faktorem, ale jsou závislé především na kvalitě vytvořeného NC programu.
Zmiňovaný lidský faktor se však (nepřímo) může negativně nebo naopak velmi pozitivně projevit v úrovni zpracování NC programů pro obrábění. Jelikož CNC stroje musí pracovat v poloautomatickém nebo zcela automatickém režimu bez zásahu obsluhy, musí být věnována převážná míra pozornosti jednotlivým detailům plánování a přípravy obrábění. Konkurenceschopnost tak opět závisí především na zkušenostech a odborných znalostech osob, které ovlivňují proces výroby, nehledě na použité počítačové vybavení.
Struktura a obsah NC programů řídicího systému Sinumerik vychází z normy DIN 66025. Tyto programy jsou sestaveny z posloupnosti bloků (vět), přičemž každý blok charakterizuje jeden krok v postupu opracovávání součásti. Do bloků jsou zapisovány příkazy (funkce) ve formě jednotlivých slov. První slovo v NC programu není u řídicího systému Sinumerik striktně předepsáno. Poslední blok v postupu opracování obrobku však musí vyjadřovat konec. Použitelných slov pro ukončení programu je ovšem několik a mezi nejužívanější je možno řadit M30, M17 nebo M2. Jednotlivá slova „NC jazyka“ se dále dělí na adresnou část a numerickou část.
Adresový znak je zpravidla jedno písmeno. Numerická část slova může obsahovat znaménko plus nebo mínus, číslice, desetinnou tečku a další číslice. Kladné znaménko není nutné psát a pokud se za desetinnou tečkou objevují jen nuly, 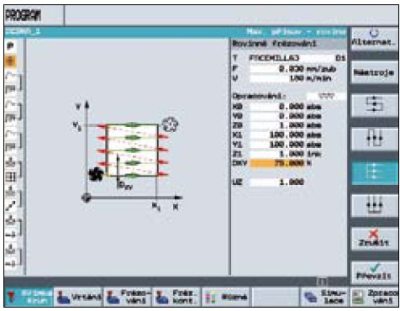 rovněž je není nutné vypisovat (ani psát desetinnou tečku). Zkusíme-li zjednodušit tento poměrně strohý popis definovaný normou, pak můžeme konstatovat, že jeden blok je tvořen minimálně jedním slovem. Blok musí obsahovat veškeré informace nezbytné pro provedení jednoho kroku pracovního postupu. V případě, že některá slova zapisovaná pro provedení kroku jsou shodná se slovy v bloku (nebo blocích) předchozích, není nutné je znovu zapisovat (tzv. není používán pevný formát bloku).
rovněž je není nutné vypisovat (ani psát desetinnou tečku). Zkusíme-li zjednodušit tento poměrně strohý popis definovaný normou, pak můžeme konstatovat, že jeden blok je tvořen minimálně jedním slovem. Blok musí obsahovat veškeré informace nezbytné pro provedení jednoho kroku pracovního postupu. V případě, že některá slova zapisovaná pro provedení kroku jsou shodná se slovy v bloku (nebo blocích) předchozích, není nutné je znovu zapisovat (tzv. není používán pevný formát bloku).
Délka bloku může být maximálně 512 znaků (od SW 5) a posloupnost jednotlivých slov by se z důvodu snadnější orientace měla držet normy (v dnešní době mají však normy pouze doporučující charakter). Obecný formát bloku má tedy následující strukturu:
N... G... X... Y... Z... F... S... T... D... M... H...
Adresa..................Význam
N..........................adresa čísla bloku
G..........................podmínka dráhy
X, Y, Z..................informace o dráze
F...........................posuv
S...........................otáčky
T...........................nástroj
D..........................korekční hodnoty nástroje
M..........................doplňková funkce
H..........................pomocná funkce
Některé adresy se v rámci bloku mohou vyskytovat i vícekrát, ale již nyní je zcela patrné, že ruční programování NC a CNC strojů, které zpočátku (v minulém století) běžně probíhalo prostřednictvím zapisování jednotlivých bloků, nebylo „jednoduché“. Tento charakterizovaný způsob je zdlouhavý a neobejde se bez chyb způsobených tzv. lidským faktorem. O kontrole programů grafickou simulací takto vytvářených NC programů lze hovořit jako o nutnosti.
V dnešní době je však možno upozornit i na řídicí systémy obráběcích strojů a tedy na možnosti realizovat NC programování přímo na ovládacím panelu obráběcího stroje, bez nutnosti detailních znalostí výše charakterizované struktury a posloupnosti bloků. Jedná se o metody tzv. dílensky orientovaného programování, které výrazně zjednodušují programový zápis (obr. 2). I v rušném provozu dílen je tedy možno efektivně programovat obrábění značného množství typů součástí přímo podle technického výkresu, a to navíc bez rozsáhlých znalostí výpočetní techniky. Jak je vidět na obr. 2, dílensky orientované programování je založeno na principu vyplňování tabulek, jejichž automatickým překladem je vytvářena výše charakterizovaná struktura programových bloků.
Článek vznikl za spolupráce Vysokého učení technického v Brně, FSI, ÚST, Odboru technologie obrábění, s firmou Siemens a redakcí Technického týdeníku. l Ing. Aleš Polzer, Ph.D.