Zaměření dnešní kapitoly tohoto volně strukturovaného seriálu propojuje již dříve naznačenou posloupnost bloků, psaní základních funkcí i doposud jen rozpracované kapitoly s cykly. Konkrétní pozornost je soustředěna do oblasti běžného soustružení s aplikací základního soustružnického cyklu CYCLE95 řídicího systému Sinumerik. Jeho používání je poměrně časté i snadné a významu jednotlivých slov či ukázce praktického programování na tzv. jednostranně osazené součásti již byla věnována pozornost. Nyní tedy volně navážeme s problematikou výroby oboustranně osazené rotační hřídelové součásti a přidáme ještě něco navíc.
Plánování technologie soustružení či upnutí polotovaru pro obrábění je možné dvěma základními způsoby. Při obrábění součásti z tyčového polotovaru (první, velmi produktivní způsob) je zpravidla hlavním limitujícím faktorem průměr tyče, kterou je možno prostrčit vřeteníkem a dále pak zvolené pracovní otáčky, které nesmí spolu s tyčí generovat nežádoucí chvění soustavy stroj-nástroj-obrobek. Upnutí polotovaru v takovémto případě hydraulickým tříčelisťovým sklíčidlem či kleštinou, je nejčastěji užíváno pro jednostranně osazené obrobky.
V případě práce s protivřetenem lze tuto první naznačenou metodu rozšířit a po dokončení pravé strany obrobek přepnout do pravého sklíčidla a dokončit i z druhé strany. (Pozn.: programátor má v případě práce s protivřetenem mnohdy možnost uvažovat o výrobě tak, jako by součást po upíchnutí ručně otočil a dále pokračoval opět v levém, hlavním, vřetenu.)
Druhou z možností jak na technologii výroby rotačních součástí nahlížet je tzv. upnutí mezi hroty s čelním unášečem. V tomto případě je rovněž možno „celou“ součást obrobit na jedno upnutí. Je možno obrábět střídavě zprava a zleva, avšak polotovar již není tyčový (pozn.: v rozměrech několika metrů). Polotovar (přířez) musí být uříznut předem, zarovnán na předepsanou délku a musí být připraveny (navrtány) středicí důlky. Postup soustružení v takovémto případě je možno doporučit mírně odlišný (oproti prvnímu výše uvedenému způsobu). Hrubování pravé strany součásti levým soustružnickým nožem (při respektování běžného uspořádání pracovního prostoru CNC soustružnického centra), dále hrubování levé strany součásti pravým stranovým hrubovacím nožem a následně dohrubování pravé, dohrubování levé strany a dokončení obou stran se stálým respektováním myšlenky, že nejprve se obrábí méně přesné plochy a směřuje se k plochám s nejvyššími požadavky na přesnost/kvalitu (pozn.: snahou technologa je zpravidla každým následujícím krokem zpřesňovat výrobek, při stálém zajišťování tuhosti soustavy stroj-nástroj-obrobek).
Výše naznačenou problematiku je možno formulovat i dvěma velmi stručnými zadáními příkladů, jejichž rovněž zestručnělé řešení bude možno shlédnout v následujícím díle tohoto seriálu. První zadání tedy zní: „Naprogramujte výrobu součásti dle obr. 1.“ Při plánování technologie výroby uvažujte o jednotlivých způsobech upnutí polotovaru (tyče nebo přířezu). Uvažovat je možno i o posloupnosti jednotlivých technologických operací (např. dokončení válcové plochy, zarovnání čelní plochy (hrubování, dokončování), hrubování válcové plochy, atd. Jednou významnou otázkou, která dnes však nebude v zadání zodpovězena, je počet vyráběných kusů. Požadovaná přesnost výroby a struktura obrobeného povrchu je tzv. obvyklá. (Pozn.: v této akademii jde o postupné rozšiřování znalostí, nikoli o dokonalost výsledku od prvních kroků v problematice CNC výroby.) Druhé zadání zní velmi podobně: „Naprogramujte výrobu součásti dle obr. 2.“ Při plánování technologie výroby uvažujte o jednotlivých způsobech upnutí polotovaru (tyče nebo přířezu), atd.
Pro doplnění, je ještě možno dodat, že obrobek je např. z oceli (C45, 1.0503, dle EN 10083-2, obdobná ČSN 12 050.0) o průměru 65 mm.
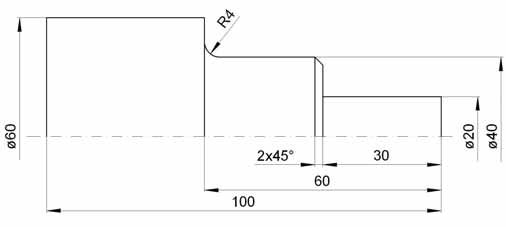
Obr. 1: Jednostranně osazená hřídelová součást
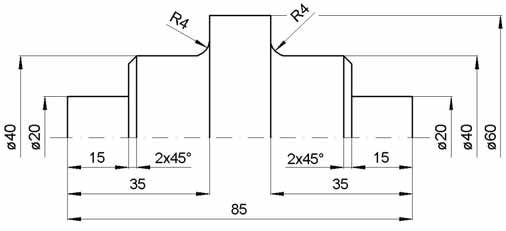
Obr. 2: Oboustranně osazená hřídelová součást
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.