Opět se dostáváme k jednomu z „jubilejních“ příkladů tohoto seriálu a tak je vhodné zaměřit pozornost nejen na probranou problematiku, ale upozornit i na témata nadcházející. Dnešní pozornost je tedy věnována souhrnu cyklů již probraných a současně jejich začlenění do celkové skupiny cyklů dostupných v řídicím systému (dále jen ŘS) Sinumerik 840D (případně 810D).
Pro podporu NC programování soustružnických operací jsou k dispozici následující cykly:
CYCLE93 - cyklus pro zápich
CYCLE94 - cyklus odlehčovacího zápichu
CYCLE95 - cyklus pro oddělování třísky (obrábění) s pomocí definované grafické křivky (kontury)
CYCLE96 - odlehčovací zápich závitů
CYCLE97 - soustružení závitů
CYCLE98 - řetězení závitů případně
CYCLE950 - modifikovaný (rozšířený) cyklus
CYCLE95
Pro podporu NC programování frézovacích operací jsou k dispozici následující cykly:
CYCLE90 - cyklus pro frézování závitů
LONGHOLE - podlouhlé kapsy na kruhovém oblouku
SLOT1 - drážky na kruhovém oblouku
SLOT2 - kruhová drážka
POCKET1 - frézování pravoúhlé kapsy (dutiny)
POCKET2 - frézování kruhové kapsy (dutiny)
POCKET3 - frézování pravoúhlé kapsy
POCKET4 - frézování kruhové kapsy
CYCLE71 - rovinné frézování
CYCLE72 - frézování po dráze
CYCLE76 - frézování pravoúhlého čepu
CYCLE77 - frézování kruhového čepu
CYCLE73 - frézování dutiny s ostrůvky
CYCLE74 - předání kontury okraje dutiny
CYCLE75 - předání kontury ostrůvku
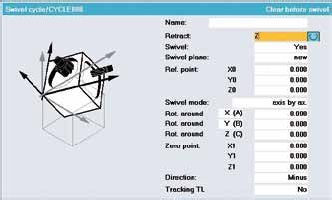
CYCLE800 - transformace souřadného systému
CYCLE832 - cyklus vysokorychlostního obrábění Pro podporu NC programování frézovacích operací jsou k dispozici následující cykly: CYCLE81 - navrtávání a vrtání středicích důlků
CYCLE82 - vrtání, čelní zahlubování
CYCLE83 - vrtání hlubokých děr
CYCLE84 - vrtání závitů bez vyrovnávací hlavičky
CYCLE840 - vrtání závitů s vyrovnávací hlavičkou
CYCLE85 - vrtání/vystružování bez přerušení
CYCLE86 - vrtání bez přerušení (s orientovaným zastavením)
CYCLE87 - vrtání bez orientovaného zastavení s programovatelným zastavením
CYCLE88 - vrtání s orientovaným zastavením a s programovatelným zastavením
CYCLE89 - vrtání s definovatelnou časovou prodlevou na dně otvoru
HOLES1 - vrtací vzor – řada děr
HOLES2 - vrtací vzor – díry na kruhovém oblouku
CYCLE801 - vrtací vzor – body uspořádané v mřížce
Výše uvedené cykly jsou souborem všeobecně použitelných technologických „podprogramů“, jejichž prostřednictvím je možno realizovat specifické obráběcí procesy. Jednotlivé cykly jsou výrobcem ŘS přizpůsobeny k individuálnímu úkolu a prostřednictvím uživatelské definice speciálních parametrů zjednodušují a zpřehledňují proces NC programování realizovaný v textovém editoru ŘS.
Přestože optimální (vzhledem ke zvolenému kritériu) NC program je možno vytvořit jen při cíleném polohování řezného nástroje v každém elementárním kroku, je implementace cyklů významným zjednodušujícím krokem, který je dále z této ISO podoby programování rozpracováván do podoby tzv. dílensky orientovaného programování. Dílensky orientované programování je tedy pouze uživatelsky propracovanější podobou ISO programování s podporou cyklů. Programátor tak může realizovat např. transformaci souřadného systému prostřednictvím „základních“ slov:
ROT X… Y… Z…
AROT X… Y… Z…
atd.
nebo pomocí ručně zapsaného cyklu v textovém editoru: CYCLE800(1,““,0,57,0,40,0,-45,0,0,0,0,0,-1) nebo jen vyplněním tabulky podporující textový editor: Sinumerik 840D – cyklus 800 pro transformaci souřadnic anebo právě zapsáním parametrů v editoru pro dílensky orientované programování.
Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.