Dnešní řešení jednoduchého příkladu NC programování formulovaného v minulém čísle tohoto odborného čtrnáctideníku je možno shrnout do následujícího NC programového zápisu v ISO formátu pro řídicí systém Sinumerik 840D:
- G54
- T=“FACEMILL63“
- M6
- S830 M3 M8
- CYCLE76(10,0,1,-10.1,,80,70,0,0,0,0,10.1,1,0,845,1000, 0,2,100,100)
- M30
Užití takto elementární verze programového zápisu je sice plně dostačující pro výrobu zadané součásti (program by se dal ještě zkrátit), ale pro archivaci, výukové účely či pro přípravu „bezpečné“ výroby se příliš nehodí. Jeho vhodnou modifikací je tedy program viz obr. 1.
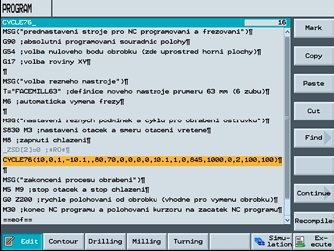
Obr. 1 Textový editor řídicího systému Sinumerik
Zde prezentovaný zápis bloku Cycle76(...) sice lze realizovat (psát) s externími podklady nebo zpaměti přímým vpisováním jednotlivých číselných hodnot oddělených čárkami, vhodnější je však využívání integrované grafické podpory cyklů (viz obr. 2 - toto dialogové okno je sice v angličtině, do řídicího systému však lze instalovat i češtinu), kterou lze aktivovat ikonou Milling -> Spigot -> Rectang. spigot nacházející se v horizontální a posléze vertikální liště.
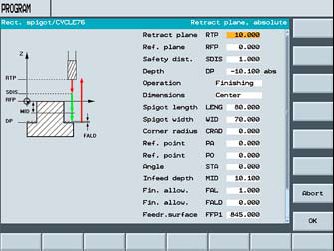
Obr. 2 Grafická podpora textového editoru pro zápis bloků v ISO formátu
V některých případech, jako např. zde zadaná výroba jednoho jediného kusu, je výhodnější NC program tvořit dílensky orientovanou metodikou (viz obr. 3).
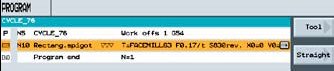
Obr. 3 Programový zápis v systému Sinumerik – ShopMill (slovo CYCLE_76 je jen zvoleným názvem NC programu)
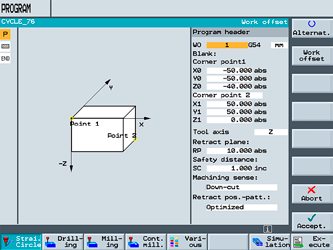
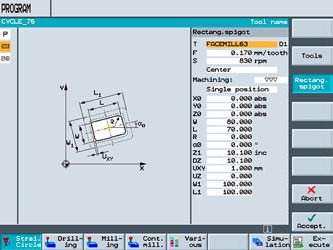
Obr. 4, 5
Detaily pro tento programový zápis jsou shrnuty do dvou následujících vyplněných dialogových oken (viz obr. 4 a 5).
Výsledek všech tří zde prezentovaných stručných NC programových zápisů vede ke zcela totožnému výrobku. (Pozn.: Cílem tohoto příkladunení optimalizace řezných podmínek.) Mnohdy je tedy na programátorovi, kterou variantu zvolí pro danou zakázku. Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.