Dnešní informativní příklad si klade za cíl rozšířit databázi informací o problematiku výroby závitů na CNC soustruzích a soustružnických centrech. Je částečně provázán s informacemi uvedenými na internetovém portálu http://www.techtydenik.cz v sekci Příklady úloh CNC programování, Příklad č. 1, a věnuje pozornost funkcím řídicího systému Sinumerik 840D od firmy Siemens.
Při NC programování výroby rotačních součástí je zpravidla možno realizovat zarovnání čelní plochy (pouze hrubovací řez), obrábět podélným soustružením dle konturové křivky (funkce CYCLE95 – hrubovací i dokončovací řezy), dokončit čelní plochu a pokračovat některým z dalších konstrukčních prvků, jako je např. zápich či závit. V případě, že je technickou dokumentací požadována výroba závitu s výběhem, volí programátor zpravidla obrábění prostřednictvím funkce

Obr. 1: Textový editor pro ISO programování řídicího systému Sinumerik 840D
Řetězení závitů - CYCLE98 (detailní popis viz uvedená cesta k Příkladu č. 1). Je-li požadován např. závit do normalizovaného výběhu závitu, je nutno tento výběh (zápich) vytvořit (naprogramovat) a následuje specifikace funkce pro soustružení (řezání) závitu.
Obecný formát bloku pro soustružení závitů:
CYCLE97(PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Parametry cyklu:
PIT Stoupání závitu jako hodnota (zadává se bez znaménka)
MPIT Stoupání závitu jako velikost závitu Rozsah hodnot: 3 (pro M3) až 60 (pro M60)
SPL Počáteční bod závitu v podélné ose
FPL Koncový bod závitu v podélné ose
DM1 Průměr závitu v počátečním bodě
DM2 Průměr závitu v koncovém bodě
APP Dráha náběhu závitu (zadává se bez znaménka)
ROP Dráha výběhu závitu (zadává se bez znaménka)
TDEP Hloubka závitu (zadává se bez znaménka)
FAL Přídavek rozměru pro obrábění načisto (zadává se bez znaménka)
IANG Úhel přísuvu Rozsah hodnot: „+“ (pro přísuv stále po jednom boku závitu) „-“ (pro přísuv střídavě po obou bocích závitu)
NSP Úhlové posunutí pro první chod závitu (zadává se bez znaménka)
NRC Počet průchodů nástroje při hrubování (zadává se bez znaménka)
NID Počet průchodů nástroje naprázdno (zadává se bez znaménka)
VARI Stanovení druhu obrábění závitu (Rozsah hodnot: 1 ... 4)
1 vnější závit, konstantní přísuv do řezu
2 vnitřní závit, konstantní přísuv do řezu
3 vnější závit, konstantní průřez třísky
4 vnitřní závit, konstantní průřez třísky
NUMT Počet chodů závitu (zadává se bez znaménka)
_VRT Proměnná zpětná dráha nad počáteční průměr, inkrementálně (zadává se bez znaménka)
Prostřednictvím NC programování cyklu Řezání závitu – CYCLE97 je možno zhotovovat válcové i kuželové vnější a vnitřní závity s konstantním stoupáním v podélném a příčném směru soustružení. Závity mohou být jednochodé i vícechodé (u vícechodých závitů je vždy obráběn jeden chod hrubovacím i dokončovacím řezem a až poté je zahájena výroba dalšího chodu). Přísuv do řezu je realizován automaticky, přičemž programátor volí mezi variantami konstantní přísuv nástroje nebo konstantní průřez třísky (dochází k postupnému zmenšování hodnoty přísuvu). Rovněž programátor volí, zda přísuv bude radiální či pod úhlem a zda pod úhlem bude do vznikající drážky nástroj zajíždět vždy jen po jednom jejím boku nebo střídavě po obou bocích. Pravo- nebo levotočivost závitu určuje počáteční a koncová programovaná souřadnice, směr otáčení vřetena a orientace řezného nástroje.
Z pohledu vlastního NC programování výroby nabízí řídicí systém Sinumerik možnost definovat parametry závitu formou textového zápisu, viz obr. 1 (závit M33, stoupání 3,5 mm, délka závitu od čela součásti 30 mm, závit je bez výběhu). Rozšiřuje nabídku textového editoru o možnost naprogramovat stejný řádek, ovšem vyplněním tabulky, viz obr. 2. Jako třetí možnost lze v prostředí dílensky orientovaného programování zvolit graficky propracovanější dialogový (tabulkový) zápis, viz obr. 3. l
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku
Obr. 1: Textový editor pro ISO programování řídicího systému Sinumerik 840D
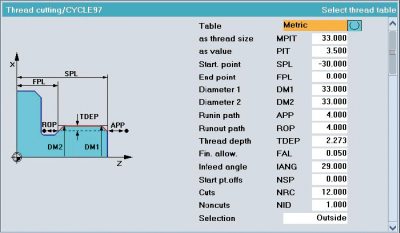
Obr. 2: Grafická podpora cyklu pro textový editor
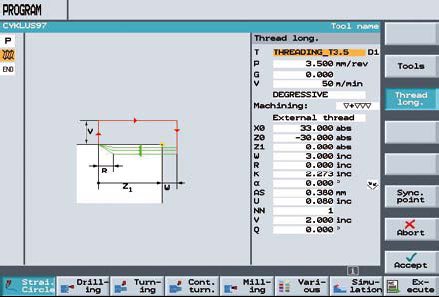
Obr. 3: Programovací prostředí ShopTurn – Sinumerik 840D