Dnešní informativní příklad je přímo provázán se zadáním naznačeným v minulém čísle tohoto odborného čtrnáctideníku. Zmiňovaný díl (číslo 31) je nyní možno nalézt na specializované internetové stránce tohoto seriálu, která je přístupná prostřednictvím portálu Technického týdenníku (http://www.techtydenik.cz/akademie.php).
Orientační tvar výrobku (polotovaru) byl již naznačen. Dnes je dále doplněn o konkrétní rozměry (obr. 1). Polotovar je tvarově shodný s naznačeným finálním výrobkem (viz obr. 1) a přídavek pro obrábění (o velikosti 0,5 mm) je pouze v kruhové dutině a na ploše skloněné pod úhlem 19,5°.
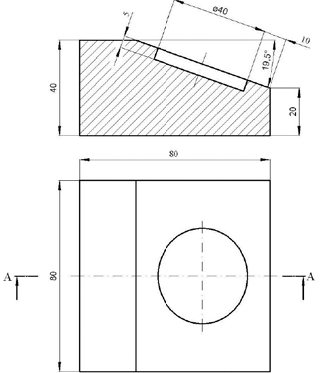
Obr. 1: Náčrt finálního výrobku
NC program pro obrobení zmiňovaných přídavků:
Pozn.: Program je odladěn prostřednictvím pětiosého frézovacího stroje MCV1210, který je osazen řídicím systémem Sinumerik 840D Power Line. Stroj má obě rotační osy pro polohování stolu – tzv. kolébka.
MSG („Nastaveni pro zahajeni obrabeni“) ;textová poznámka
G90 ;absolutní zadávání souřadnic G54 ;nulový bod obrobku („levý bližší roh na horní ploše“, bod zatím není v přímém kontaktu s obrobkem)
G71 ;programování souřadnic v milimetrech
G94 ;programování posuvu v mm/min
CYCLE800(1,“STUL“,100000,57,0,0,0,0,0,0,0,0,0,-1,) ;nastavení stolu do základní polohy
MSG(„Frezovani sikme plochy“) ;textová poznámka
T=“FR_80_11“ ;volání řezného nástroje
M6 ;výměna řezného nástroje
S1000 M3 M8 ;řezné podmínky (je nutno korigovat dle typu VBD)
CYCLE800(1,“STUL“,100010,57,0,0,-20,19.5,0,0,0,0,0,-1,) ;posun počátku souřadnic o –20 mm pro otočení kolem osy A a naklopení stolu o 19,5°
G0 X-42 Y30 ;rychlé polohování nástroje nad obrobek v rovině Zmax.
CYCLE71(20,0.5,1,0,0,0,80,60,0,0.5,70,1,0,2000,12,1) ;frézování přídavku rovinné plochy
MSG(„Dokonceni dna kapsy“) ;textová poznámka
T=“FR_10_5“ ;nastavení výměny řezného nástroje
M6 ;výměna řezného nástroje
S8917 M3 ;nastavení řezných podmínek (dle řezného nástroje)
G0 X40 Y30 ;rychlé polohování nástroje nad kapsu v rovině Zmax.
POCKET2(-4,-4.5,0.5,-5,0.5,19.5,40,30,250,2497,0.5,3,0,1,0.5,2497,8917) ;cyklus pro dokončení dna kapsy, programovaný bez dokončování stěny kapsy
MSG („Hrubovani steny kapsy“) ;nutné při kritériu např. ae ? 0,3 mm a přídavku 0,5 mm
POCKET2(-4.8, -4.9,0,-5,0.1,19.75,40,30,250,2497,5,3,0,2,5,2497,8917) ;cyklus pro hrubování stěny kapsy, protože přídavek je 0,5 mm a nástroj má možnost odebírat max. 0,3 mm
MSG(„Dokonceni steny kapsy“) ;textová poznámka
POCKET2(-4.8,-4.9,0,-5,0.1,20,40,30,250,2497,5,3,0,2,5,2497,8917) ;cyklus pro dokončení stěny kapsy, opět s minimalizací přejezdů vzduchem
G0 Z20 ;rychlé polohování nástroje na bezpečnou rovinu
MSG („Nastaveni pro ukonceni obrabeni“) ;textová poznámka
CYCLE800(1,“STUL“,100000,57,0,0,0,0,0,0,0,0,0,-1,) ;otočení stolu do základní polohy
M5 ;stop otáček vřetene (řezného nástroje)
M9 ;stop procesní kapaliny (chlazení)
T0 D0 ;vyprázdnění vřetene (není nutné programovat při výrobě více kusů)
M6 ;automatické provedení vyjmutí nástroje z vřetene
M30 ;konec programu s nastavením pro opakované spuštění tohoto programu

Klikněte pro zvětšení
Obr. 2: Grafická podpora programování pro cyklus 800
Uvedený NC program poukazuje jen na jednu z možností jak naprogramovat obrábění zvolené součásti, přičemž za nejsložitější bloky tohoto programu je možno bezpochyby považovat zápisy cyklu 800 pro nastavení stolu pod úhlem 19,5° a pro opětovné polohování stolu do souřadnic A = 0° a C = 0°. Při využití editoru řídicího systému Sinumerik 840D je však možno jednotlivé parametry zadávat prostřednictvím dialogového okna (viz obr. 2).
Pozn.: U cyklu 800 je možno vysledovat drobné odlišnosti v teoretickém rozboru, grafickém provedení dialogového okna (obr. 2) a v reálném zápisu v NC programu. Tyto odlišnosti vyjadřují rozdíly v jednotlivých verzích řídicího systému Sinumerik 840D a charakterizují tak problematiku obecněji. Všechny uvedené varianty jsou plně korektní. l Ing. Aleš Polzer, Ph.D. Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.