S ohledem na předchozí díly tohoto pravidelně uveřejňovaného seriálu je dnešní pozornost soustředěna do oblasti třískového obrábění frézováním, prostřednictvím jednoho z nejrozšířenějších řídicích systémů v České republice Sinumeriku 840D od firmy Siemens. Hlavní míra pozornosti je věnována dalšímu z elementárních prvků, se kterým se lze setkat při NC programování a který je možno poměrně snadno definovat (programovat) dle technického výkresu obrobku přímo prostřednictvím ovládacího panelu frézovacího stroje či centra.
Detailní specifikaci řezných podmínek nástroje z řady fréz CoroMill® 316, který je od firmy Sandvik Coromant, naleznete v předchozím díle této Akademie CNC obrábění. Ani dnes tedy nebude pozornost soustředěna na optimalizaci posuvové a řezné rychlosti, avšak aby se popisovaná problematika jen stroze neopakovala, je dnešní informativní příklad (dnes jen zadání a za čtrnáct dní řešení) obohacen o aplikaci cyklu pro hrubovací a dokončovací frézování kruhové kapsy (cyklus s názvem POCKET2) na předobrobeném polotovaru (viz obr.). Dále je rozšířena problematika o rozbor programového zápisu (bloku), který umožní frézování tohoto poměrně jednoduchého konstrukčního prvku na pětiosém stroji s polohováním (tzv. 3 + 2). Upínání jednotlivých obrobků (v pracovním prostrou frézky), z celkové výrobní série deseti kusů, je tak možno realizovat bez specializovaných polohovatelných nebo statických úhlových upínacích zařízení.
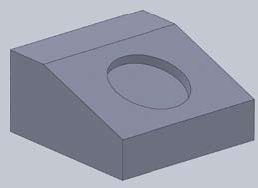
Schematické naznačení obrobku/polotovaru s kruhovou kapsou
Úvodní podklady pro řešení zadání:
Pozn.: Náčrt součásti s charakteristickými rozměry obrobku bude uveden až v příštím čísle této Akademie. Tvoření NC programu či podprogramu bez charakteristických rozměrů obrobku tak poukazuje na možnosti NC programování, kterým bude také věnována pozornost v některém z volně navazujících informativních příkladů.
a) Formát bloku a parametry pro frézování kruhové kapsy (dutiny):
POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD, CPA, CPO, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
RTP
Návratová rovina (absolutně)
RFP Referenční rovina (absolutně)
SDIS Bezpečnostní vzdálenost (zadává se bez znaménka)
DP Hloubka dutiny (absolutně)
DPR Hloubka dutiny vztažená k referenční rovině (zadává se bez znaménka)
PRAD Rádius dutiny (zadává se bez znaménka)
CPA Střed dutiny, abscisa (absolutně)
CPO Střed dutiny, ordináta (absolutně)
FFD Posuv při přísuvu do hloubky FFP1 Posuv pro obrábění v ploše
MID Maximální přísuv do hloubky (zadává se bez znaménka)
CDIR Směr frézování při obrábění dutiny: Hodnoty: 2 pro G2; 3 pro G3
FAL Přídavek rozměru pro opracování načisto na bocích dutiny (zadává se bez znaménka)
VARI Způsob obrábění (zadává se bez znaménka)
Hodnoty:
0 pro kompletní pracování
1 pro obrábění nahrubo
2 pro obrábění načisto
MIDF Maximální přísuvná hloubka pro obrábění načisto
FFP2 Posuv při obrábění načisto SSF Otáčky při obrábění načisto
Pozn.: Cyklus vyžaduje pro kompletní obrábění dutiny frézu s břitem přes střed (DIN 844). Pro použití libovolného nástroje je možno použít cyklus POCKET4 (cyklus pro frézování dutiny), který bude rozebrán (vysvětlen) až v některém z volně navazujících informativních příkladů.
b) Formát bloku a parametry cyklu pro otočení:
Cyklus slouží pro otočení obrobku do „libovolné“ polohy, aby mohlo být následně realizováno další souvislé 2,5D nebo 3D obrábění, např. na rovinných plochách, které nejsou rovnoběžné s rovinami vymezenými základním kartézským souřadným systémem frézovacího centra.
CYCLE800 (_FR,_TC,_ST,_MODE,_X0,_Y0,_Z0,_A,_B,_C,_X1,_Y1,_Z1,_DIR)
_FR Zpětný pohyb
Hodnoty:
0 pro žádný zpětný pohyb
1 pro zpětný pohyb v ose Z (standardní) 2 pro zpětný pohyb v ose Z, X, Y
_TC Název datového bloku otočení „“ datový blok otočení 1 (standardní) „STUL“ název datového bloku otočení „0“ deaktivování datového bloku otočení
_ST Rovina otočení
MÍSTO JEDNOTEK:
Hodnoty: 0 pro nová
1 pro aditivní
MÍSTO DESÍTEK:
Hodnoty: 0x pro žádnou korekci špičky nástroje
1x pro korekci špičky nástroje
MÍSTO STOVEK: Hodnoty: vyhrazeno
_MODE Režim otáčení
Hodnoty: 0x pro rotaci okolo os (standardní)
4x pro prostorový úhel
8x pro projekční úhel
Vyhodnocování úhlu: 7 6 5 4 3 2 1 0
kódová pozice 1 0 - úhel otočení 1
01: otočení okolo 1. osy
10: otočení okolo 2. osy
11: otočení okolo 3. osy
kódová pozice 3 2 - úhel otočení 2
01: otočení okolo 1. osy
10: otočení okolo 2. osy
11: otočení okolo 3. osy
kódová pozice 5 4 - úhel otočení 3
01: otočení okolo 1. osy
10: otočení okolo 2. osy
11: otočení okolo 3. osy
kódová pozice 7 6
00: úhel otočení pro osy (A, B, C)
01: prostorový úhel (A, B)
10: projekční úhel (A, B, C)
Upozornění: Bity 0 až 5 u prostorového úhlu nemají význam.
_X0,_Y0,_Z0 Vztažný bod před otáčením
_A
1. Úhel osy (režim otáčení okolo os)
2. Úhel otočení v rovině XY okolo osy Z (režim otáčení prostorový úhel)
3. Úhel osy (otočení o projekční úhel) posloupnost os
_B
1. Úhel osy (režim otáčení okolo os)
2. Úhel otočení v prostoru okolo osy Y (režim otáčení prostorový úhel)
_C Úhel osy (režim otáčení okolo os, projekční úhel)
_X1,_Y1,_Z1 Počátek po otočení
_DIR Směr
Hodnoty: -1 (mínus) pro menší hodnotu kruhové osy (standard)
+1 (plus) pro větší hodnotu kruhové osy
0 pro žádný pohyb kruhových os (jen výpočet)
S ohledem na rozsah a „složitost“ popisovaných cyklů (funkcí) budou další podstatné informace k řešení dnes jen naznačeného zadání doplněny v příštím čísle tohoto odborného čtrnáctideníku. Pozornost se také postupně soustředí na možnosti řídicího systému Sinumerik 840D, které uživatelským grafickým prostředím výrazně zpřehlední a zjednoduší NC programování výše uvedených cyklů. Nebude je sice možno programovat takzvaně tužkou na papír, jako je tomu nyní, ale čtenář uvidí celkovou jednoduchost aplikace těchto cyklů.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku