V dnešním informativním příkladu je věnována pozornost jedné ze základních frézovacích operací – frézování pravoúhlé dutiny prostřednictvím specializovaného cyklu řídicího systému Sinumerik. Formulace úkolu či zamyšlení by tedy mohla znít: „Jak efektivně naprogramovat třískové obrábění uzavřené pravoúhlé dutiny na CNC frézovacím centru?“ Obráběnému materiálu, počtu vyráběných kusů, volbě nástrojového vybavení či problematice řezných podmínek není nezbytné věnovat hlavní míru pozornosti. Cílem je seznámit se a prakticky si vyzkoušet NC programování jednoho z běžně užívaných elementárních frézovaných prvků. Hloubka (rozměr v ose Z) zjednodušeně naznačené dutiny (viz obrázek) je 5 mm, rozměr v ose X je 25 mm a rozměr v ose Y je 20 mm (rádius v rohu má rozměr 5 mm).
Programování obdélníkové kapsy definované cyklem POCKET1 je možno aplikovat pro hrubování a dokončování pravoúhlé dutiny v pracovní rovině. Výchozí pozicí pro obrábění je každé místo, ze kterého lze po přímkové dráze rychloposuvem najet na střed dutiny ve výšce návratové roviny (bez kolize), což je první automaticky realizovaný pohyb související s programovaným obráběním. Následuje vertikální pohyb, opět rychloposuvem, který je zakončen v bezpečnostní vzdálenosti od referenční roviny. Zde je aktivován pracovní posuv a realizován pohyb do první definované hloubky. Hrubovacím frézováním dutiny je odebrána první vrstva materiálu. V případě, že je požadován další vertikální krok, je provedeno i nové zanoření nástroje do druhé až n-té hloubky s následným hrubovacím frézováním. Obdobným postupem je realizováno i navazující dokončování dutiny. Obrábění je zakončeno vertikálním výjezdem řezného nástroje na návratovou rovinu ve středu kapsy, kde jsou automatické pohyby cyklu zakončeny. Obecný formát zápisu cyklu a vysvětlení významu jednotlivých programových slov je:
POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, CPA, CPO, STA1, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
RTP Návratová rovina (absolutně)
RFP Referenční rovina (absolutně)
SDIS Bezpečnostní vzdálenost (zadává se bez znaménka)
DP Hloubka dutiny (absolutně)
DPR Hloubka dutiny vztažená k referenční rovině (zadává se bez znaménka)
LENG Délka dutiny (zadává se bez znaménka)
WID Šířka dutiny (zadává se bez znaménka)
CRAD Rádius v rohu (zadává se bez znaménka)
CPA Střed dutiny, abscisa (absolutně)
CPO Střed dutiny, ordináta (absolutně)
STA1 Úhel mezi podélnou osou dutiny a abscisou Rozsah hodnot 0 ? STA1 < 180 stupňů
FFD Posuv při přísuvu do hloubky FFP1 Posuv pro obrábění v ploše
MID Maximální přísuv do hloubky (zadává se bez znaménka)
CDIR Směr frézování při obrábění dutiny: Hodnoty: 2 pro G2; 3 pro G3
FAL Přídavek rozměru pro opracování načisto na stěnách dutiny (zadává se bez znaménka)
VARI Způsob obrábění (zadává se bez znaménka) Hodnoty: 0 pro kompletní pracování; 1 pro obrábění nahrubo; 2 pro obrábění načisto;
MIDF Maximální přísuvná hloubka pro obrábění načisto
FFP2 Posuv při obrábění načisto
SSF Otáčky při obrábění načisto
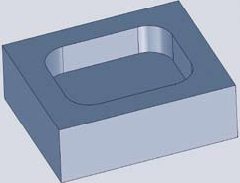
Schematické naznačení obrobku s pravoúhlou kapsou
Výsledný odladěný program pro CNC obráběcí centrum
MCV1210 od firmy TAJMAC- ZPS, a.s. s řídicím systémem Sinumerik 840D PowerLine od firmy Siemens bude tématem příštího dílu tohoto seriálu.
Řešení dnešního úkolu či zamyšlení je tedy možno nalézt v příštím čísle tohoto odborného čtrnáctideníku nebo na internetových stránkách http://www.techtydenik.cz/akademie.php.
Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku.
Ing. Aleš Polzer, Ph.D.