Vítejte v rubrice, která se běžně (formou volně navazujících příkladů) zabývá problematikou NC programování a třískovým obráběním. Dnešní informativní příklad se však zaměří na propojení několika prvků, které již byly detailněji vysvětleny nebo jen stručně publikovány v příkladech předchozích (kompletní databáze příkladů je k dispozici na internetových stránkách http://www.techtydenik.cz/akademie.php). Problematika bude popsána prostřednictvím funkcí řídicího systému Sinumerik, avšak v obecné rovině je tento příklad funkční i při obrábění na strojích s dalšími běžně užívanými řídicími systémy.
Dnešní příklad se svým zadáním úkolu k zamyšlení zaměřuje na praktickou aplikaci znalostí příkladu č. 4, který byl zaměřen na charakteristiku obecného formátu bloku programovaného s ISO funkcemi. Vyžaduje znalosti pojmů (viz příklad č. 6) a dotýká se i moderních trendů směřujících k HSC, HFC i HPC obrábění (viz příklady č. 12 a 13). Projevuje se v problematice nejnáročnějších CAD/CAM technologií (viz příklad č. 14) a přesto dokáže zefektivnit i základní frézování rovinné plochy (viz příklad č. 21), při kterém je nutno obrábět na více průchodů (s radiálním krokem). Na některé funkce bylo již lehce upozorněno i při řešení problematiky vrtání (viz příklad č. 24 a 25).
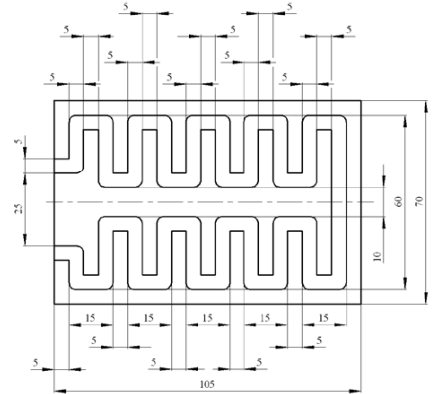
Konkrétní zadání informativního příkladu tedy dnes může znít: „Vytvořte NC program pro efektivní obrábění kanálků k vedení kapaliny (hloubka kanálku je 2 mm a jeho šířka je 5 mm). S ohledem na předpokládaný rozsah výroby (500 000 ks) a funkci drážky je kladen důraz na maximální rychlost obrábění každého kusu. Konstruktérem byl stanoven tvar kanálků i výrobní tolerance formou technického výkresu, jehož část je naznačena na obr. 1.“ Cílem je nahlédnout na možnosti ovlivnění rychlosti výroby z pohledu dynamiky obráběcích strojů, a proto není specifikován nástroj, stroj ani materiál obrobku. Výsledné rozdíly ve výrobních časech nebudou ovlivněny volbou řezných podmínek, avšak vyšší posuvová rychlost povede ke zdůraznění efektu dnes rozebíraných/aplikovaných funkcí. Programování dnešního zadání je možno zrealizovat obyčejnou tužkou na papír, výsledný efekt časových rozdílů je však patrný pouze po realizaci NC programu projetím dráhy na obráběcím stroji (postačuje projet dráhu/NC program bez třískového obrábění).
Výsledné rozdíly v časech obrábění tedy není možno sledovat prostřednictvím simulátorů na PC nebo v oblasti simulace přímo na obráběcím stroji. Projevy funkcí:
| G9 | přesné najetí na souřadnice (bloková platnost), |
| G60 | přesné najetí na souřadnice (modální platnost), |
| G64 | řízení pohybu po dráze, |
| G641 | řízení pohybu po dráze s programovatelným zaoblením přechodů, |
| BRISK | skokové zrychlení dráhových os, |
| SOFT | zrychlení dráhových os se zrychlením omezujícím trhavé pohyby, |
| FFWOF/FFWON | deaktivování/aktivování dopředné regulace, ovlivňují chování obráběcího stroje a tím i výslednou přesnost a rychlost výroby. |
Odpověď na dnešní zadání bude uveřejněna v příštím čísle tohoto odborného čtrnáctideníku formou vytvořeného NC programu se stručným rozborem projevů jednotlivých aktivovaných či deaktivovaných funkcí.
Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a redakcí Technického týdeníku. Ing. Aleš Polzer, Ph.D.