Dnešní informativní příklad soustřeďuje svou pozornost na zodpovězení otázky formulované v minulém čísle tohoto odborného čtrnáctideníku: „Jak vypadá zápis (v I SO kódu) zjednodušeného vrtání otvoru bez využití speciálních cyklů jednotlivých řídicích systémů?“. Přímé zodpovězení této otázky by však vedlo k zápisu „nepřehledného“ NC programu, který by mimo základních funkcí (např. G0, G1, G90, M3 atd.) obsahoval i nezbytné souřadnice polohy otvorů či hloubku vrtání a řezné podmínky pro neznámý materiál obrobku. Řešení výše uvedené otázky je tedy vhodné zahájit detailnějším popisem operace vrtání.
Obráběným materiálem je tzv. CFRP (carbon fibre reinforced plastic - plast zesílený uhlíkovými vlákny), který se v dnešní době používá především v leteckém a automobilovém průmyslu, ale lze se s ním setkat i např. při výrobě skateboardů. Je to materiál, který vyniká především svou nízkou hmotností a vysokou pevností (viz tab).
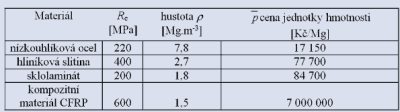
Tab. 1: Srovnání materiálových vlastností
 Řezným nástrojem je např. monolitní karbidový vrták CoroDrill 856 třídy N20C (s diamantovým povlakem, který má nízký koeficient tření) pro vrtání kompozitních materiálů (obr.). Požadovaný průměr obráběné díry je cca 6,39 mm (1/4 inch s tolerancí H11). Výrobcem nástroje je doporučována řezná rychlost vc = 150 m/min (492 ft/min), posuv na otáčku fn = 0,05 mm (0,0024 inch) a posuvová rychlost vf = 373 mm/min (14,68 inch/min). Průměr vrtáku je 6,35 mm (1/4 inch), tolerance jeho průměru je m7, max. vrtaná délka 5D a vyráběn je bez kanálků pro přívod procesní kapaliny (chladicí kapaliny). Řezné podmínky je vždy nutno prověřit, protože velká řezná rychlost může vést k poškození matrice (zejména termoplastové) – měknutí. Volba nízké hodnoty posuvu na otáčku je nutná pro zamezení delaminace vznikající zpravidla při výstupu nástroje z díry. Řezné podmínky je tedy možno měnit v rozsahu vc = 80 až 200 m/min a fn = 0,02 až 0,15 mm.
Řezným nástrojem je např. monolitní karbidový vrták CoroDrill 856 třídy N20C (s diamantovým povlakem, který má nízký koeficient tření) pro vrtání kompozitních materiálů (obr.). Požadovaný průměr obráběné díry je cca 6,39 mm (1/4 inch s tolerancí H11). Výrobcem nástroje je doporučována řezná rychlost vc = 150 m/min (492 ft/min), posuv na otáčku fn = 0,05 mm (0,0024 inch) a posuvová rychlost vf = 373 mm/min (14,68 inch/min). Průměr vrtáku je 6,35 mm (1/4 inch), tolerance jeho průměru je m7, max. vrtaná délka 5D a vyráběn je bez kanálků pro přívod procesní kapaliny (chladicí kapaliny). Řezné podmínky je vždy nutno prověřit, protože velká řezná rychlost může vést k poškození matrice (zejména termoplastové) – měknutí. Volba nízké hodnoty posuvu na otáčku je nutná pro zamezení delaminace vznikající zpravidla při výstupu nástroje z díry. Řezné podmínky je tedy možno měnit v rozsahu vc = 80 až 200 m/min a fn = 0,02 až 0,15 mm.
Vrtaný otvor je průchozí a má hloubku (tloušťka obrobku) 10 mm. Nachází se na souřadnici X = 10 mm a Y = 10 mm (vzhledem k nulovému bodu obrobku).
Zápis NC programu:
MSG(„Program vrtáni pro frézovací stroj“) ;textová poznámka
G90 ;volba absolutního programování souřadnic
G54 ;nastavení nulového bodu obrobku
G60 ;přesné najetí na souřadnice (modální platnost)
G17 ;volba pracovní roviny XY
T1 D1 ;volba řezného nástroje a stanovení jeho korekcí
M6 ;realizace automatické výměny řezného nástroje
S7519 M3 ;nastavení otáček a definice směru otáčení řezného nástroje
G0 X10 Y10 Z20 ;rychlé polohování nástroje k součásti (ve třech osách)
Z2 ;rychlé polohování nástroje na bezpečnou vzdálenost k obrobku
G1 Z-12 F373 ;obrábění průchozí díry
G0 Z20 ;návrat nástroje nad obrobek
T0 D0 M5 ;softwarová deaktivace řezného nástroje
M6 ;realizace automatické výměny řezného nástroje (vyprázdnění vřetene)
M30 ;ukončení hlavního programu a přemístění kurzoru na začátek pro možnost jeho opětovného spuštění
Vzhledem k tomu, že naznačené ISO programování vrtání díry je možno realizovat i prostřednictvím tzv. cyklu, bude v příštím informativním příkladu této Akademie CNC obrábění popsána modifikace výše uvedeného programu. Naznačena bude i možnost zjednodušeného vrtání více stejných otvorů aplikací funkce MCALL s propojením na podprogram. Již nyní je však možno stručně charakterizovat vrtací cyklus CYCLE81.
CYCLE 81(RTP, RFP, SDIS, DP, DPR)
RTP souřadnice návratové roviny (programuje se absolutně)
RFP souřadnice referenční roviny (programuje se absolutně)
SDIS bezpečnostní vzdálenost (zadává se bez znaménka)
DP konečná vrtaná hloubka (zadává se absolutně)
DPR konečná vrtaná hloubka vztažená k referenční rovině (zadává se bez znaménka)
Nástroj po aktivaci cyklu 81 automaticky najede rychloposuvem (G0) na referenční rovinu s přídavkem bezpečnostní vzdálenosti, vrtá do požadované hloubky pracovním posuvem a předepsanými otáčkami a následně realizuje návrat rychloposuvem do návratové roviny. Detailněji a ještě něco navíc však až v příštím čísle tohoto čtrnáctideníku.
Článek vznikl za spolupráce ÚST, FSI, VUT v Brně, s firmou Siemens a Sandvik Coromant. Ing. Aleš Polzer, Ph.D.