Dnešní informativní příklad je řešením „úkolu“ (zdání) z předchozího čísla tohoto čtrnáctideníku. Svou pozornost soustřeďuje na ISO soustružení velmi jednoduché rotační součásti (obr. 1 a 2), kterou je možno efektivně naprogramovat, např. s pomocí funkce CYCLE 95 (Odběr třísky) řídicího systému Sinumerik 840D.
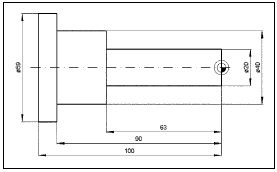
Obr. 1: Obrobek
Nástrojové vybavení, materiál obrobku, způsob upínání i řezné podmínky již byly specifikovány v zadání (Akademie CNC obrábění č. 19). Jedním z možných řešení jsou tedy následující programové věty (bloky) rozdělené do dvou počítačových souborů. První soubor s koncovkou mpf je hlavním programem a soubor s koncovkou spf je tzv. podprogramem. Hlavní program zpravidla obsahuje posloupnost jednotlivých technologických operací a podprogram je např. v tomto případě jen doplňkem, který charakterizuje tvar konturové křivky obráběné součásti pro funkci CYCLE95.
Hlavní NC program s názvem Akademie_20.mpf
MSG („Základní nastavení NC programu“)
g90 ;absolutní programování
g54 ;volba nulového bodu obrobku
g18 ;volba roviny XZ pro obrábění
g71 ;programování v metrických jednotkách
g95 ;programování posuvu na otáčku
g0 x140 z1 ;polohování nástroje rychloposuvem do bodu pro výměnu nástroje
t2 d1 ;výměna nástroje - levý stranový soustružnický nůž g0 x65 z5 ;bezpečné polohování nástroje rychloposuvem k obrobku s automatickým započítání délkových korekcí
MSG („Hrubovací soustružení“) ;textová poznámka
g96 s170 m4 m8 ;start konstantní řezné rychlosti, otáčení vřetene proti směru hodinových ručiček a zapnutí chlazení
CYCLE95(„kontura“,2,0.2,1,0,0.3,,0.15,1,0,0,2) ;programový cyklus odběr třísky - hrubování
MSG („Dokončovací soustružení“) ;textová poznámka g96 s220 ;změna hodnoty konstantní řezné rychlosti pro dokončování
CYCLE95(„kontura“,2,0.2,1,0,0.3,,0.15,5,0,0,2) ;cyklus odběr třísky - dokončování
m5 m9 ;stop otáček a chlazení g0 x140 z1 ;rychloposuvem do bodu pro výměnu řezného nástroje M30 ;konec hlavního programu a nastavení kurzoru pro jeho opětovné spuštění
Podprogram s názvem kontura.spf
G18 G90 DIAMON ;volba roviny XZ, absolutní a průměrové programování
G0 Z0.25 X20 ;první bod kontury, do kterého je možno polohovat řezný nástroj rychloposuvem
G1 Z-63 ;definice průměru 20 do délky 63 mm
X40 ;definice čelní plochy mezi průměry 20 a 40 mm
Z-90 ;definice válcové plochy s průměrem 40 mm
X59 ;definice čelní plochy do průměru 59 mm
Z-101 ;definice kontury pro obrábění válcové plochy průměru 59 mm (Řezný nástroj má poloměr špičky 0,8 mm.)
X60 ;tímto zakončením je jednoznačně definován maximální průměr obrobku
m17 ;konce podprogramu a návrat do hlavního programu
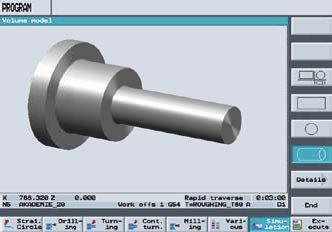
Obr. 2: Model obráběné součásti ve 3D zobrazení řídicím systémem Sinumerik
Pro naprogramování součásti (obr. 1) zcela postačila tužka a papír. V případě využití volně dostupného programovacího prostředí řídicího systému Sinumerik (tzv. SinuTrain) je možno funkčnost vytvořeného NC programu ověřit grafickou simulací (obr. 2). l Článek vznikl za spolupráce Vysokého učení technického v Brně, FSI, ÚST, Odboru technologie obrábění, s redakcí Technického týdeníku a firmou Siemens. Ing. Aleš Polzer, Ph.D.