Dnešní informativní příklad věnuje pozornost velmi stručnému rozčlenění způsobů NC programování, se kterými se v této době běžně setkáváme. Na první pohled se může zdát, že je vše zcela jasné, ale praxe ukazuje, že řada osob, které se NC programováním teprve začínají hlouběji zabývat, v této oblasti lehce tápe.
Prvním, patrně nejstarším a nejznámějším způsobem NC programování, je tvorba ISO kódu neboli tzv. G-kódu. Jedná se o způsob, při kterém je základní tvorba programových bloků psána v textovém editoru (obr. 1). Tato tvorba bloků je zpravidla doplněna i grafickou nadstavbou pro podporu zápisu cyklů.
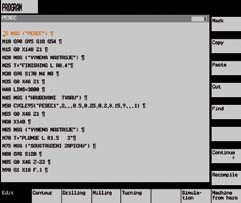
Obr. 1: Programování v ISO kódu s podporou cyklů v řídicím systému Sinumerik
Obdobného způsobu tvorby NC programu využívá i další velmi rozšířený řídicí systém Heidenhain. Zde využívaný tzv. popisný dialog (obr. 2) vyžaduje přesné dodržení formátu bloku a struktury programu. K dispozici je možnost tvorby cyklů, ale pro zvýšení otevřenosti řídicího systému je mnohdy popisný dialog nahrazován NC programováním v ISO kódu, který tento řídicí systém rovněž akceptuje.
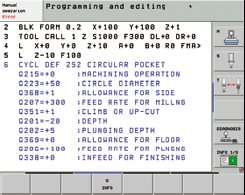
Obr. 2 Programování v tzv. popisném dialogu pro řídicí systém Heidenhain
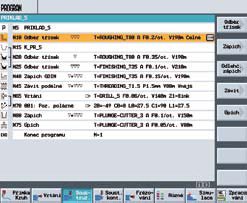
Obr. 3: Dílensky orientované programování v ShopTurnu (Siemens)
Za zcela samostatnou kapitolu tvorby NC programů můžeme považovat tzv. dílensky orientované programování. Je implementováno do obou zmiňovaných řídicích systémů, jen u produktů firmy Siemens se nazývá ShopTurn (obr. 3), který je určen pro soustruhy včetně možnosti práce s protivřetenem i hnanými nástroji, a ShopMill, který je určen pro frézovací stroje a centra.
Dílensky orientované programování u řídicího systému Heidenhain se nazývá SmarTNC a jeho verze pro frézovací stroje je na obr. 4.
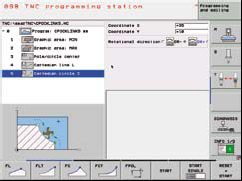
Obr. 4: NC programování v popisném dialogu pro Heidenhain
Opomenout v tomto velmi stručném přehledu nelze ani produkty označované zkratkou CAD/CAM softwary. Těchto produktů je na trhu značné množství, a tak jen pro připomenutí, do této kategorie můžeme zařadit např. PowerMILL (obr. 5), CATIA, NX, Pro/ Engineer atd. Datovým výstupem mohou být tzv. CL data (obr. 5), která se v následném postprocesingu transformují do jednotlivých formátů řídicích systémů obráběcích center (viz obr. 1a 2).
Závěrem ještě formulujme dnešní úkol (zamyšlení), které se týká obecného formátu bloku: „Charakterizujte obecný formát bloku a základní strukturu NC programu řídicího systému Heidenhain tak, jako tomu bylo v příkladu č. 4 pro řídicí systém Sinumerik (ISO programování).“ Řešení bude uveřejněno v příštím čísle tohoto čtrnáctideníku.
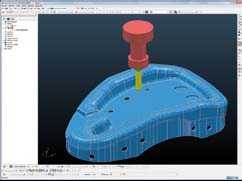
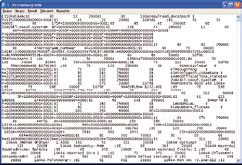
Obr. 5: CAD/CAM softwaru PowerMILL a výstupní CL data
Článek vznikl za spolupráce Vysokého učení technického v Brně, FSI, ÚST, Odboru technologie obrábění, s firmou Siemens a redakcí Technického týdeníku.
Ing. Aleš Polzer, Ph.D.