Tento úvodní díl kalendářního roku 2012 věnuje pozornost dokončení tvarové plochy dle obvodové křivky součásti zadané v kapitole č. 63. Pro prezentované NC programování je využit software SinuTrain – ShopTurn a hlavní míra pozornosti je soustředěna na tvorbu konturové křivky a dokončovací frézování tohoto tvarového elementu.
Poloha startovního bodu kontury (na souřadnici X = –55 mm a Y = 0 mm) je stanovena s ohledem na již dříve prezentované umístění nulového bodu obrobku (průsečík os – střed součásti na horní – čelní ploše), přičemž však do tohoto bodu řezný nástroj v průběhu frézování najíždí např. tečnou kruhovou interpolací. Elementem navazujícím na počáteční bod je určen směr kontury, který zpravidla zohledňuje následné sousledné frézování. Tento první rádius (R = 15 mm) je definován parametry, viz obr. 1, přičemž programátor zadává jen hodnoty polí zde zdůrazněných bílou barvou. Souřadnice koncového bodu tohoto rádiusu je tedy řídicím systémem automaticky dopočítána, a proto není v náčrtu zadání kótována a ani programátor tato pole nevyplňuje.
Díky zde prezentované možnosti definice přechodového rádiusu (R = 10 mm) na následující element je možno třetí rádius v pořadí zapsat parametry, viz obr. 2. Tato naznačená varianta dvou rádiusů (bloků) propojených přechodovým prvkem je tak náčrtem zcela definována. V případě snahy programátora zapsat tyto segmenty jako tři samostatné rádiusy/bloky bude nutno formulovat je se vzájemným tečným napojením. Obě varianty však, ač s různým počtem bloků, vedou ke zcela stejnému řešení, viz obr. 3 (varianta s přechodovými rádiusy).
Navazující programový blok dále definuje parametry dokončovací technologie frézování, přičemž zadáním je stanoven dokončovací řezný nástroj s průměrem 8 mm. S ohledem na velikost minimálního rádiusu konturové křivky (R = 10 mm) a s ohledem na vhodnost obrábět vnitřní rádiusy nástrojem s poloměrem o něco menším je pro tuto operaci možno volit i frézy s průměrem do cca 16 či 18 mm. Nástroj s tímto větším průměrem je obecně tužší a nevyžadoval by tak vysoké otáčky při stejné řezné rychlosti. Vyšší otáčky a relativně malá hodnota posuvu na zub však umožňuje odebrat ae = 0,15 mm při dosažení „nízkých“ hodnot výsledné drsnosti. Významnou nevýhodou tohoto nástroje s průměrem 8 mm je však jeho poměrně malá doporučovaná hodnota axiální hloubky řezu ap = 2 mm. Tato hodnota je však s ohledem na poměrně zjednodušené zadání použita i v definici parametrů cyklu, viz obr. 4, který je jen jedním z možných výsledných řešení.
Více se již do dnešního dílu nevejde, avšak k této problematice se ještě vrátíme v některé z volně navazujících kapitol tohoto seriálu, ve které poukážeme na tzv. CAD CAM komunikaci a možnost řešit toto zadání s užitím CADu či CAMu.
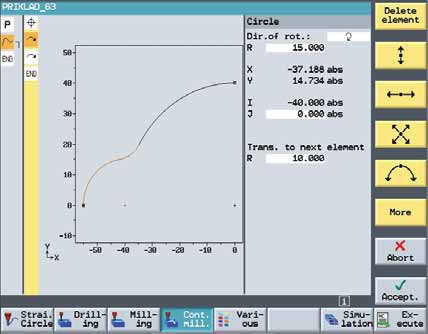
Obr. 1: Definice prvního konturového rádiusu
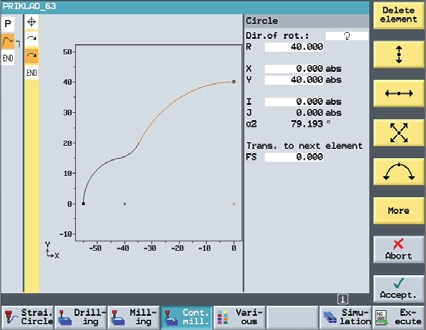
Obr. 2: Definice druhého konturového rádiusového prvku
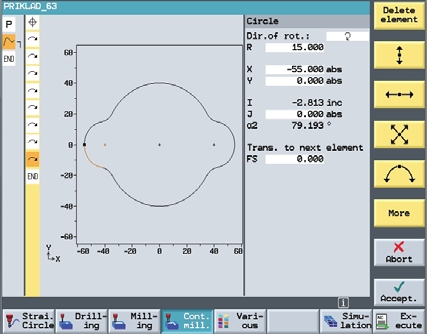
Obr. 3: Definice posledního konturového bodu
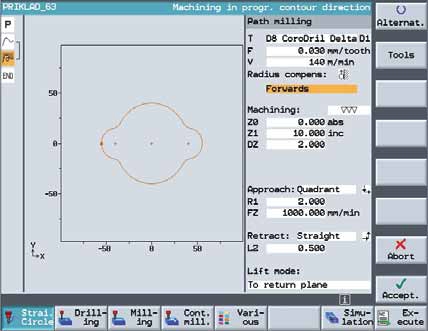
Obr. 4: Definice parametrů dokončovacího frézování
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s. r. o., a redakcí Technického týdeníku.
Ing. Aleš Polzer, Ph.D.