Třicet let stará technologie nachází nové uplatnění. Od proměřování litinových odlitků se nově posunula k měření hloubky zakalení vačkových hřídelí. Nahradila tak drahou a zdlouhavou destruktivní metodu měření.
V závěrečných studentských pracích Fakulty strojní Technické univerzity v Liberci se často objevují nápady a ověřené závěry, které následně nacházejí efektivní využívání v praxi. Je to i proto, že vedení fakulty úzce spolupracuje s průmyslovými podniky, jež často nabízejí studentům pro jejich práce k vyřešení praktická témata. Nejlepší práce pak oceňuje Průmyslová rada FS TUL, která funguje jako poradní orgán děkana fakulty od roku 2015. V současnosti má 24 členů — zástupců významných českých strojírenských podniků. V prvním ročníku soutěže Cena Průmyslové rady FS TUL vybrali členové rady bakalářskou práci Lukáše Tenglera nazvanou Optimalizace technologie výroby odlitku pomocí simulačního softwaru Magma, zpracovanou pro rodinnou firmu Alumetall CZ, Týnec nad Sázavou. Ve druhém ročníku získal cenu Ing. Jiří Nigrín za diplomovou práci zabývající se prouděním motorového oleje vrtaným kanálkem klikového hřídele spalovacího motoru během rotace. Zatím poslední oceněnou prací je diplomová práce Ing. Věry Jiráskové, věnovaná nedestruktivnímu měření hloubky prokalení funkčních ploch vačkových hřídelů. Od loňského června je tato technologie aplikována ve firmě TEDOM, divize Motory, sídlící v Jablonci na Nisou, a podle jejího ředitele Petra Ouhrabky přinesla výrazné úspory.


Od litinových odlitků k vačkovým hřídelím
Nedestruktivní metodu magnetické skvrny, která se používá k měření tvrdosti feromagnetických materiálů, vyvinul docent Břetislav Skrbek z katedry materiálů FS TUL v polovině 90. let minulého století s firmou Elkoso Brno a podílel se i na vývoji k tomuto měření používaných přístrojů řady DOMENA.
Například DOMENA 1 byla v polovině 90. let používána v POLDI Kladno. Metoda spočívá v tom, že se k materiálu přiloží sonda s cívkou, do které se zavedou proudové impulsy (kvazistatická metoda), a na povrchu se vytvoří takzvaná magnetická skvrna. Intenzita remanentního (zbytkového) magnetického pole skvrny souvisí s mechanickou tvrdostí.
„Princip, na kterém přístroje řady DOMENA pracují, je znám a využíván v praxi k měření tvrdosti například přes otryskané povrchy odlitků. Na měření hloubky prokalení funkčních ploch vačkových hřídelů ale byl v Jablonci nad Nisou použit poprvé díky práci Věry Jiráskové,“ konstatuje docent Skrbek jako vedoucí diplomové práce.
Drahá a zdlouhavá destruktivní metoda měření
 Jako zaměstnanec firmy TEDOM Motory se Věra Jirásková setkala při přejímkách s destruktivní metodou měření hloubky prokalení funkčních ploch indukčně kalených vačkových hřídelí. Hřídele bylo nutné rozřezat, všechny pozice rozpůlit a následně s pomocí broušení a naleptání zjišťovat průběh prokalení povrchové vrstvy.
Jako zaměstnanec firmy TEDOM Motory se Věra Jirásková setkala při přejímkách s destruktivní metodou měření hloubky prokalení funkčních ploch indukčně kalených vačkových hřídelí. Hřídele bylo nutné rozřezat, všechny pozice rozpůlit a následně s pomocí broušení a naleptání zjišťovat průběh prokalení povrchové vrstvy.
„Na složitém tvaru vaček bylo navíc nutné zvlášť vyhodnotit začátek, střed a konec šířky palce a zvlášť válce — tedy protější stranu. Nejprve se měřila povrchová tvrdost na palcích a ložiskách, potom se hřídel rozřezal na části a dělaly se výbrusy a leptání kontrolovaných ploch. Teprve potom se na tvrdoměru měřila maxima a mohl se stanovit průběh zakalení. To vše trvalo i několik dnů,“ říká Věra Jirásková a připomíná, že destruktivní metoda je také výrazně dražší.
„Rozřezání hřídele na díly přijde včetně ceny samostatného dílu na zhruba 30 000 Kč. K tomu je nutné přičíst náklady na přípravu jednotlivých vzorků, manipulaci s dílem, náklady kontrolního technika, který analýzu vykonává ve své pracovní době, a následné vyhodnocení, které se musí provádět na všech 17 částech (pozicích) hřídele. Celkové náklady se tak nakonec pohybují kolem 100 000 Kč,“ vypočítává s tím, že externí analýza na univerzitě byla odhadnuta dokonce na 180 000 Kč. To byl hlavní důvod, proč si za téma své diplomové práce vybrala právě nedestruktivní magnetické měření hloubky prokalení funkčních ploch vačkových hřídelí a jablonecké firmě TEDOM Motory nabídla vývoj řešení s odůvodněním, že jde o rychlou a lacinou metodu, splňující požadavky současného výrobního provozu.
„Jedno měření trvá asi 3 s a přístroj DOMENA B2 stál 73 000 Kč. K mému rozhodnutí přispěly i výsledky předchozích diplomových prací, které zkoumaly vztahy geometrie měřených povrchů a strukturních fází ocelí k hodnotě zbytkového magnetismu. K dispozici na katedře materiálů jsem měla podobný, ale novější typ DOMENA B3,“ říká Ing. Jirásková.



Metoda magnetické skvrny
Metoda magnetické skvrny představuje nedestruktivní metodu pro lokální měření vlastností struktur feromagnetik i detekci povrchových a těsně podpovrchových vad (pórozitu) ve feromagnetických materiálech nebo měření jejich tloušťky do cca 8 mm. Hallovy sondy v ose magnetizační cívky měří intenzity zbytkového magnetického pole kontrolovaného materiálu pod čelem běžné sondy o průměru 21 mm, jejichž hodnota přímo závisí například na množství a disperzi perlitu či martenzitu ve struktuře.
Vývoj na univerzitě, ověřování v provozu
Vývoj nové aplikace prováděla Věra Jirásková v laboratoři Katedry materiálů FS TUL i ve firmě TEDOM a cíleně ho zaměřila pro vačkovou hřídel TEDOM se sedmi ložisky, šesti sacími a šesti výfukovými vačkami. Výsledky svého dílčího výzkumu si ověřovala přímo v provozu.
„Dříve tady měl bývalý Liaz vlastní kalírnu vačkových hřídelí. My jejich kalení zadáváme externí firmě, která ale na svém zařízení kalí různé typy vaček a na každou z nich je nutné nastavit odpovídající program. Vačka má složitý tvar a každá její část je tak při indukčním kalení ovlivněna trochu jinak. Sepnutí induktoru je proto nutné optimalizovat tak, aby byla zakalena celá délka funkční plochy. Proto musíme mít hřídele obráběné přesně podle výkresu, aby nedošlo k posunutí kalení, což by mohlo mít za následek vznik příliš silné vrstvy a nebezpečí praskání funkčních ploch,“ říká a zdůrazňuje, že při měření bylo nutné vzít v úvahu i zakřivení jednotlivých měřených ploch, protože má vliv na konečné vyhodnocení.
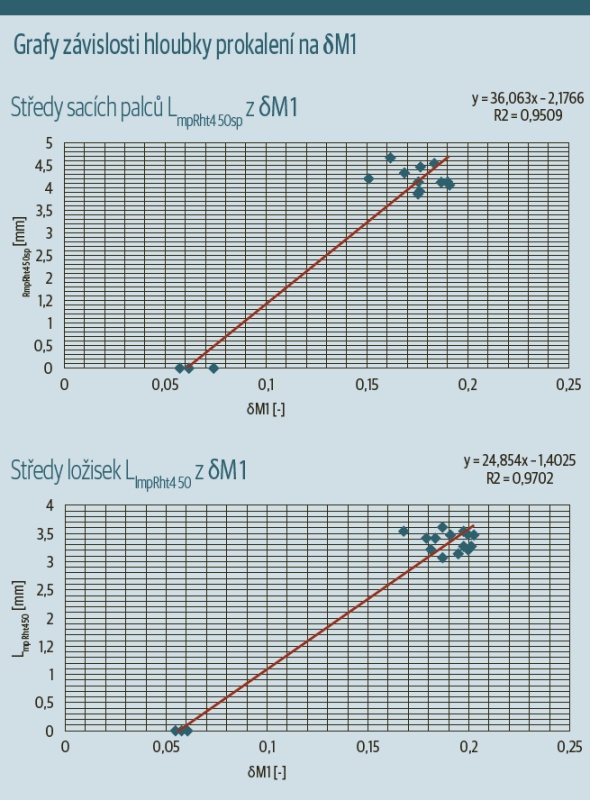
Nejprve bylo nutné zvolit intenzitu magnetizace. Volba intenzity byla provedena na vzorcích cementovaných vačkových hřídelů, kde je po zakalení dosaženo rovnoměrné vrstvy prokalení právě vlivem předchozí cementace. Následně byly provedeny kroky k získání závislosti hloubky prokalení a zbytkového magnetismu po prvotním δM1 a opakovaném δM2 měření s intenzitou magnetizace stupně 3, následně byla vačková hřídel rozřezána a získány skutečné hodnoty hloubek prokalení vrstev. Během opakovaných přejímek souborů indukčně kalených hřídel bylo v průběhu dvou let získáno dostatečné množství dat δM1, δM2 a L-tlouštěk vrstev pro komplexní regresivní analýzy. Výsledné čtyři lineární rovnice stanoví tloušťky vrstev LRht450 na ložiskách, válcových plochách vaček, výfukových palcích a sacích palcích vaček. Metoda skvrny se dostane na řadu, když se hřídele vrátí z kalírny před magnetickou kontrolou na trhlinky.
„Vybereme namátkově tři kusy, protože při měření (začátku, středu nebo konce hřbetu palce, válce vačky) okolí magneticky ovlivníme a konkrétní zmagnetovanou část už nemůžeme znova kontrolovat, proto se kontrolují začátky, středy a konce funkčních ploch zvlášť, na jiné hřídeli. Přikládá se sonda pomocí přípravků se speciálními dorazy, které umožní přesné nastavení středu sondy na okraje kalené plochy. Za hodinu a půl jsou zkontrolované tři hřídele, což představuje 186 měření a 15 ověření přístrojem (kontrol či úprav nastavení zařízení DOMENA podle etalonu hodnoty δM). Kontrolovat se musí pouze povrch dříve nezmagnetovaný. V případě magnetického ovlivnění povrchu vícenásobně zmagnetovaného místa nebudou naměřená data správná. Následně se naměřená data přepíšou do excelovské tabulky, která obsahuje získané převodní závislosti (vzorce). Tím dostaneme hloubku prokalení LRht450, tedy smluvní hranice mezní tvrdosti na hranici Rht450 podle normy ČSN EN ISO 18203,“ konstatuje Ing. Jirsáková.
Ceny Průmyslové rady FS TUL si váží, ale ještě více ji těší, že mohla aplikaci vyvinutou v laboratoři otestovat v provozu a že výsledky své diplomové práce vidí přímo v praxi. Technologický postup je nyní součástí výrobní a kontrolní dokumentace motorů TEDOM.

Spolupráce s průmyslem je zásadní
Vazba na firmy je podle proděkana FS TUL Luboše Běhálka zásadní. Smyslem každoroční soutěže o cenu Průmyslové rady FS TUL je podle něj soustavně prohlubovat spolupráci fakulty s průmyslem a zvýšit zájem studentů o praktické problémy ve strojírenství, které v čím dál větší míře pronikají do různých oblastí. A přináší to výsledky v širokém záběru studentů, jejichž práce zasahují nejen do různých odvětví průmyslové praxe, kde často řeší konkrétní problémy, ale přinášejí cenné poznatky i v oblasti vývoje a výzkumu.
A také pro letošní, v pořadí již 4. ročník soutěže o Cenu Průmyslové rady FS TUL, se podle něj nabízejí zajímavá témata korespondující s potřebami průmyslové praxe. „Současná doba klade velký důraz na provázanost vzdělávacích a vědeckých pracovišť s průmyslovou praxí. Pro nás to je přirozená spolupráce, ze které získáváme důležitou zpětnou vazbu o tom, co průmyslová praxe od našich absolventů očekává. A prakticky zaměřené závěrečné práce, jako jsou ty oceněné našimi průmyslovými partnery, tuto provázanost fakulty s průmyslem ještě prohlubují,“ uvedl Luboš Běhálek.
Foto: J. Kočárková