Společnost Weldplast se specializuje na prodej švýcarských přístrojů Leister pro svařování plastů a technologii horkého vzduchu. V letošním roce se však přestěhovala do nových výrobních prostor v jednom z pražských průmyslových areálů a rozšířila zároveň svůj sortiment o výrobu speciálních plastových potrubí spirálovým vinutím profilu okolo ocelového mandrelu za pomoci německé technologie Krah.
Běžné korugované potrubí se vyrábí procesem extruze skrze formovací nástroje, které následně vytvářejí typický vlnitý profil. Masivní potrubí pro speciální aplikace, jako je kanalizační či odpadní potrubí, nebo nádrže vyžadující vysokou chemickou odolnost se však mohou vyrábět i metodou spirálového navíjení, při které se profil z plastu obtáčí okolo hladké základní stěny. A právě na tuto technologii vsadila firma Weldplast, která tak na výrobních linkách německé společnosti Krah dokáže vyrobit profilované i plnostěnné trubky z vysokopevnostního polyethylenu (PE 100/80) či polypropylenu (PP) o průměru 600—5 000 mm.
„Jednou z výhod této technologie je univerzálnost strojů, což znamená, že produkce není omezena jen několika možnými typizovanými průměry. V kombinaci s tím, že nabízíme různé profily, tak dokážeme vyrobit potrubí přímo na míru konkrétním požadavkům v různých třídách kruhové tuhosti SN či barvy hladkého povrchu vnitřní stěny,“ říká Marek Záda, jednatel společnosti Weldplast, a dodává, že právě její barva je v mnoha aplikacích klíčová pro údržbu.
„Navíc, díky hladkému nelepivému vnitřnímu povrchu trubky zůstávají vnitřní průměr a hydraulické vlastnosti trubek konstantní bez ohledu na tloušťku stěny nebo zvolený profil.“
Výroba extruzí, navíjením a spojování elektrofúzí
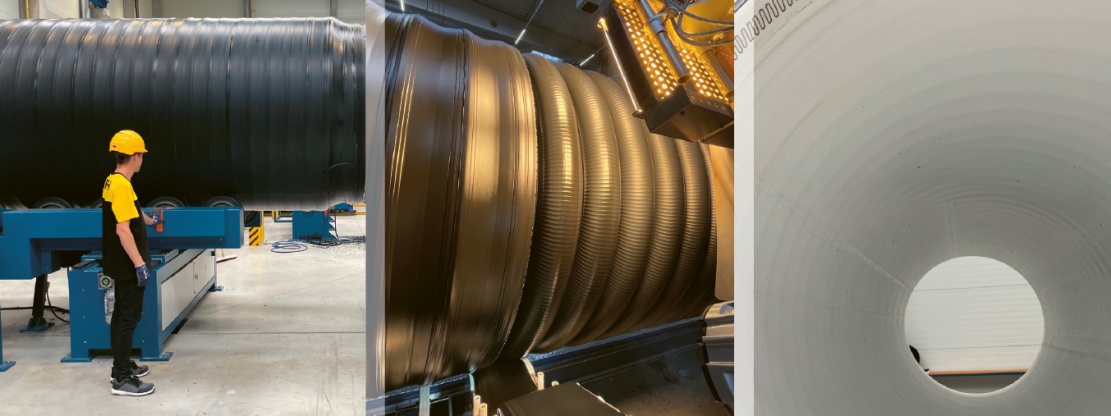
Celý proces výroby začíná na první výrobní stanici nahřátím ocelového mandrelu, či jinak řečeno kopyta, na přibližně 180 ˚C. Na něj se pak za pomoci ploché trysky nanáší plastový (PP či PE) materiál nahřátý na teplotu 180—230 ˚C, a to v tloušťce 4—300 mm.
„I když to z praktického hlediska nedává pro drtivou většinu aplikací příliš smysl, jsme schopni vyrobit i takzvaně plnostěnné potrubí, které bude mít stěnu mocnou 30 cm a zároveň nebude mít žádný profil. Naše technologie to umožňuje,“ dodává Marek Záda.
V druhém kroku, který probíhá současně s tvorbou vnitřního pláště, se na mandrel natáčí korugovaná trubka, která následně utváří kýžený profil. V podstatě jde o „husí krk“ z polypropylenu, který si Weldplast nechává vyrábět na zakázku přímo pro své potřeby, a to v různých průměrech.
„Máme celkem čtyři profily, z nichž tři tvoříme za pomoci těchto korugovaných trubek. Buďto jde o profil, kde jsou trubky navinuté ve spirále bez svrchního pláště, případně je můžeme pláštěm překrýt. V neposlední řadě máme ještě profil, kterému říkáme olympijský, kdy jsou ‚husí krky‘ natáčeny na kopyto v takové pozici, že při průřezu uvidíte tři a pod ním dva kruhy přesně jako na olympijském logu,“ říká dále jednatel Weldplastu s tím, že jsou to právě profily, které v konečném důsledku nejvíce určují mechanické vlastnosti výrobku.

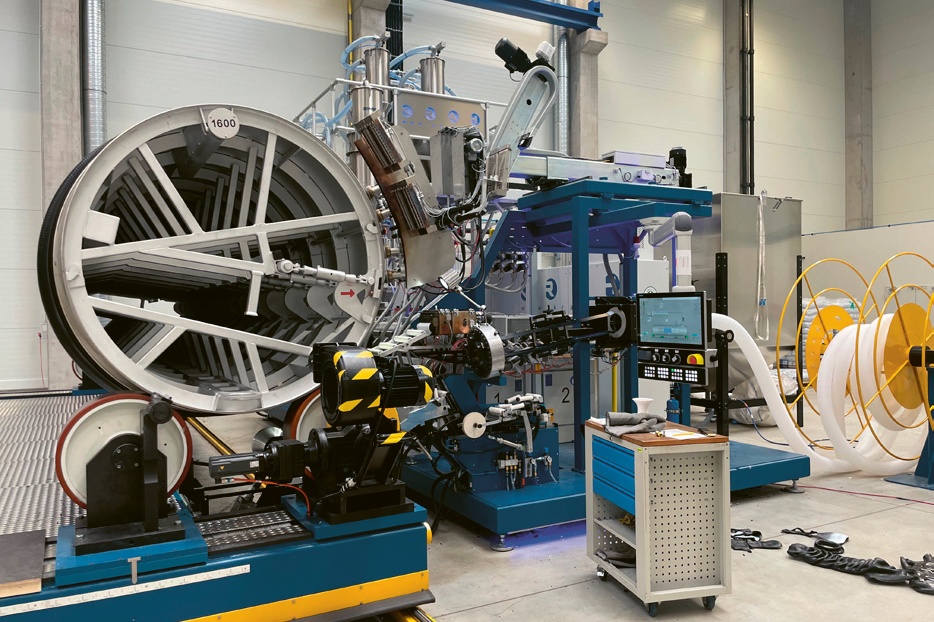

„Potrubní systém Krah Pipes má takové fyzikální kvality, že může bez problémů nahradit litinové i betonové produkty. Trubky Krah jsou daleko lehčí, takže se s nimi dobře manipuluje při přepravě i instalaci.“ Samotné „husí krky“, které se navíjejí na mandrel, však musejí ještě před navinutím projít úpravou. Za pomoci extruze se na ně tryskami nanáší vrstva na 180 ˚C nahřátého polyetylenu, která se do aplikačního boxu posouvá z několika extrudérů. Vrstva nanášeného materiálu se liší zakázka od zakázky, ale většinou se pohybuje v jednotkách až nižších desítkách milimetrů a doba nanášení se v závislosti na parametrech pohybuje od 30 do 400 minut.
V momentu, kdy je hotovo, se následně hotový polotovar i s mandrelem přesune na chladicí stanici, kde se postupně ochlazuje. To opět trvá zhruba jednu až dvě hodiny.
Dalším krokem je frézování, kdy se nejen opracují okraje trubek, ale zároveň se na každém kusu vyfrézují hrdlo či dřík, které jsou důležité pro následné spojování trubek do potrubního systému. Výhodou také je, že hobliny a další plastový odpad, které při obrábění vznikají, je možné znovu využít při výrobě.
Následně se mandrel složí a již vytvrdlá trubka se přesouvá na stahovací stanici, kde dochází k dopracování či postprodukci, opravě případných defektů a přípravě na prefabrikaci.
Pro spojování potrubí Weldplast používá několik technologií, jako je extruzní V svar či klasický extruzní svar, svařování horkým elementem či spojení přírubou. Nejzajímavějším a také nejčastějším způsobem je ale elektrofúzní spojení, které se připravuje právě v postprodukci.
„Do hrdla se vloží a upevní odporová spirála pro elektrofúzní svařování podobně jako na potrubních systémech menších průměrů. Tlakový parametr svařování je zajištěn momentovým řetězem a obručí. Pevnost svaru je 80 % původního materiálu, což je v případě našich aplikací plně dostačující,“ popisuje princip technologie spojování Marek Záda.
Kromě přípravy pro budoucí svařování také v postprodukci probíhá obrábění na obrovském CNC stroji, který dokáže do potrubí vyřezat otvory potřebné například pro spojování pod úhlem.
V této části se také každý výrobek testuje na těsnost svarů za pomoci speciální konstrukce, která při zkouškách měří vnitřní tlak. Pokud není tlak konstantní, je ve výrobku dutina, kterou vzduch uniká.
„Těchto zařízení máme mnoho různých velikostí, které dokážou obsáhnout všechny průměry námi používaných mandrelů,“ říká na závěr jednatel společnosti a dodává, že trubky mají dlouholetou životnost.
„Plasty, ze kterých vyrábíme, můžete nechat 50 let zakopané v zemi a nic se jim nestane. Jejich životnost je ale delší než 100 let a vhodné jsou například pro použití nejen v rámci náhrady původních či výstavbě nových kanalizačních sítí, ale dají se využívat i jako přechodové tunely pro zvěř, průmyslová a zemědělská sila či požární nádrže.“