V minulé kapitole těchto informativních příkladů bylo přibližně formulováno následující zamyšlení (úkol): „Je vhodné rozumět dalším běžně užívaným termínům (např. lineární a kruhová interpolace, programování pomocí cyklů, kruhová a obdélníková kapsa nebo ostrůvek, kapsy s ostrůvky atd.). Pozornost dnes proto bude věnována především pojmům absolutní a inkrementální programování a lineární a kruhová interpolace.“ Z pohledu programování prostřednictvím ISO jazyka tak můžeme hovořit o funkcích G90, G91, G1 (nebo G0) a G 2 (nebo G3). Znalosti významu těchto funkcí je možno považovat za velmi důležité, a tak je nutné na ně upozornit ještě před praktickými informativními příklady.
Oproti konvenčním strojům, kdy je pohyb vykonáván ručním kolem nebo klikou (pomineme-li strojní posuv), je u CNC strojů nejprve polohová informace zakódována do jednotlivých slov programové věty. Tato jedna věta je skupinou činností, které je možno realizovat v jednom okamžiku a až po jejich vykonání jsou vydány příkazy formulované ve větě následující. Jestliže tedy chceme specifikovat např. nějakou cílovou polohu pro přemístění řezného nástroje, musíme se nejprve rozhodnout, jak má stroj se zadávanými číselnými hodnotami pracovat. V podstatě se jedná o rozhodnutí, zda budeme využívat tzv. kartézského nebo polárního souřadného systému.
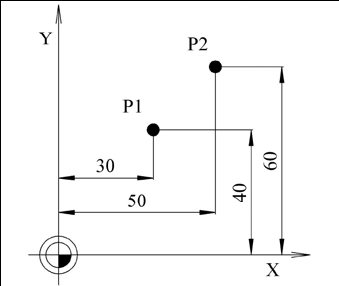
Obr. 1: frézování
Příklad 1
Startovní bod má souřadnice P1 x = 30, y = 40
a cílový bod má souřadnice P2 x = 50, y = 60
Patrně nejčastěji používaná kartézská soustava souřadnic je pojmenována po francouzském filozofovi, matematikovi a fyzikovi Reném Descartovi (latinsky Cartesius, 1596-1650), který se zasloužil o propojení algebry a euklidovské geometrie. Kartézský souřadný systém je taková soustava souřadnic, u které jsou souřadné osy navzájem kolmé a protínají se v jednom bodě - v počátku soustavy souřadnic. Jednotka se obvykle volí na všech osách stejná a jednotlivé souřadnice polohy bodu je možno získat jako kolmé průměty polohy k jednotlivým osám. V rovině má tedy kartézská soustava souřadnic 2 vzájemně kolmé osy (x, y) a v prostoru 3 vzájemně kolmé osy (x, y, z). Následující zjednodušené vysvětlení pojmů vychází pouze z charakterizované kartézské souřadné soustavy.
Absolutní programování (G90)
Při zadávání absolutních rozměrů jsou všechny údaje o poloze vztaženy k aktuálnímu zvolenému počátku soustavy souřadnic. S ohledem na programované pohyby např. řezného nástroje to znamená, že absolutní údaj polohy popisuje místo (body P1 až P4, viz obr. 1 a 2), do kterého se má nástroj postupně přemístit.
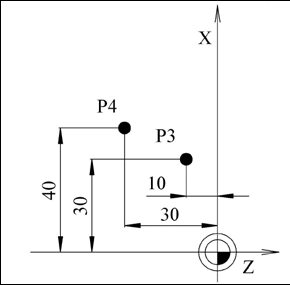
Obr. 2: soustružení (př. 2)
Příklad 2
Startovní bod má souřadnice P3 x = 30, z = -10
a cílový bod má souřadnice P4 x = 40, z = -30
Inkrementální programování (G91)
Inkrementální programování se používá s ohledem na často se vyskytující výrobní výkresy, u kterých nejsou rozměry vztaženy k jednomu počátku, ale vzájemně na sebe navazují (řetězové kótování). Cílová poloha pro přemístění např. řezného nástroje je vždy vztažena k aktuální startovní pozici (startovní pozice pohybu nástroje je tedy lokálním počátkem soustavy souřadnic). Inkrementální neboli přírůstkové zadávání souřadnice tak předepisuje o jakou hodnotu se má nástroj v jednotlivých osách posuno (obr. 3 a 4).
Lineární interpolace (G0 - rychloposuvem, G1 - pracovním posuvem)
Pojem interpolace v geometrii znamená proložení několika bodů křivkou, popsanou například polynomem.
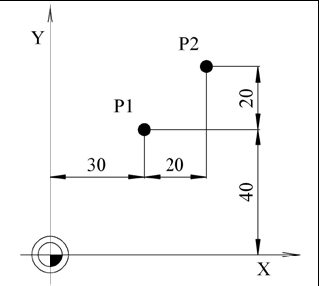
Obr. 3: Frézování
Příklad 3
startovní bod má souřadnice P1
(vzhledem k nulovému bodu)
x = 30, y = 40
a cílový bod má souřadnice P2
(vzhledem k bodu P1)
x = 20, y = 20
Interpolační křivka obvykle přesně prochází původními body (na rozdíl od aproximace), ale z pohledu zjednodušení popisu následujícího programování můžeme slovo interpolace zaměnit za slovo dráha. Dráha je tedy přímková, ale při předepsání funkce G0 je realizována maximální hodnotou posuvu, tzv. rychloposuvem, a při předepsání funkce G1 je realizována tzv. pracovním posuvem.
Příklad 5
Startovní bod pro frézování má souřadnice P1 a cílový bod má souřadnice P2
a) G90 ;absolutní programování (viz obr. 1)
G1 X30 Y40 F500 ;
nástroj je přemístěn do bodu P1
G1 X50 Y60 F500 ;
nástroj je přemístěn z bodu P1 do bodu P2
b) G91 ;inkrementální programování (viz obr. 3)
G1 X30 Y40 F500 ;
nástroj je přemístěn do bodu P1
G1 X20 Y20 F500 ;
nástroj je přemístěn z bodu P1 do bodu P2
Příklad 6
Startovní bod pro soustružení má souřadnice P3 a cílový bod má souřadnice P4
a) G90 ;
absolutní programování (viz obr. 2)
G1 X30 Z-10 F0,2 ;
nástroj je přemístěn do bodu P3
G1 X40 Z-30 F0,2 ;
nástroj je přemístěn z bodu P3 do bodu P4
b) G91 ;
inkrementální programování (viz obr. 4)
G1 X30 Z-10 F0,2 ;
nástroj je přemístěn do bodu P3
G1 X10 Z-20 F0,2 ;
nástroj je přemístěn z bodu P3 do bodu P4
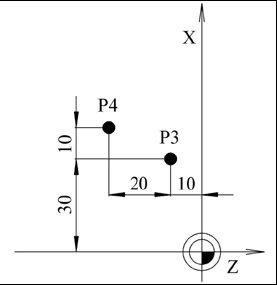
Obr. 3: Frézování
Příklad 4
startovní bod má souřadnice
(vzhledem k nulovému bodu)
x = 30 z = -10
a cílový bod má souřadnice
(vzhledem k bodu P3)
x = 10, z = -20
Kruhová interpolace (G2 - pravotočivý směr, G3 - levotočivý směr)
Pojem kruhová interpolace vyjadřuje pohyb po kruhovém oblouku. Oblouk je možno nástrojem absolvovat v levotočivém nebo pravotočivém směru. Plocha vznikající např. soustružením tak může být při zadávání stejných hodnot startovního a cílového bodu dráhy konkávní nebo konvexní.
Příklad 7
Startovní bod pro frézování má souřadnice P1 a cílový bod má souřadnice P2 (viz obr. 1)
G90 ;
absolutní programování ;
nástroj je v bodě P1 (x = 30, y = 40)
G2 X50 Y60 CR=10 F500 ;
nástroj je přemístěn z bodu P1 do bodu P2 např. funkcí G2
Příklad 8
Startovní bod má souřadnice P3 a cílový bod má souřadnice P4 (obr. 4)
G91 ;inkrementální programování ;
nástroj je v bodě P3 (x = 30, z = -10)
G3 X10 Z-20 CR=30 F0,2 ;
nástroj je přemístěn z bodu P3 do bodu P4 např. ve směru G3
Podrobněji s uvedením dalších možností zase až někdy příště.
Článek vznikl za spolupráce Vysokého učení technického v Brně, FSI, ÚST, Odboru technologie obrábění, s firmou Siemens a redakcí Technického týdeníku.
Ing. Aleš Polzer, Ph.D.